
Современная высокотехнологичная сталь 05ХГБ, предназначенная для изготовления электросварных нефтегазопроводных труб повышенной эксплуатационной надежности
Специалисты инженерно-технологического центра АО «ВМЗ» создали новую трубную сталь повышенной коррозионной стойкости и эксплуатационной надежности для сварных нефтегазопроводных труб. Разработана технология производства, гарантирующая улучшенные характеристики основного металла и сварного соединения труб.
Результаты масштабных испытаний новой стали, в том числе в условиях эксплуатации, свидетельствуют о том, что при большей технологичности трубы из новой стали по своей коррозионной стойкости в различных средах превосходят лучшие из известных аналогов.




В последнее время неуклонно увеличивается потребность отечественных нефтегазодобывающих компаний в нефтегазопроводных трубах, отличающихся повышенной коррозионной стойкостью. В нормативно-технической документации, как правило, требования к коррозионной стойкости нефтегазопроводных труб из низколегированных сталей ограничиваются узким перечнем испытаний: стойкость к водородному растрескиванию (HIC), сульфидному коррозионному растрескиванию под напряжением (SSC) и общей коррозии (ОК). Положительные результаты, полученные при проведении указанных испытаний, свидетельствуют лишь о стойкости продукции к коррозионному растрескиванию, связанному с реализацией высокого парциального давления сероводорода. В то же время рассмотренные условия на территории Российской Федерации встречаются локально в разных регионах, и коррозионные поражения, вызванные сероводородным растрескиванием, не приобретают массового характера. Таким образом, соблюдение данных требований зачастую не гарантирует высокую эксплуатационную надежность продукции в разных условиях.
Важнейшим условием обеспечения долговечности трубопровода, повышения наработки на отказ (срока безаварийной эксплуатации) является гарантированное качество каждой из его составляющих. При этом существенную роль играет технологичность продукции. Нефтегазопроводные трубы из низколегированных сталей, применяемые в настоящее время крупнейшими нефтегазодобывающими компаниями Российской Федерации, зачастую не отличаются требуемой технологичностью. В частности, последние исследования, проведенные совместно с НИЦ «Термохимия материалов» (НИТУ МИСиС), свидетельствуют, что в процессе сварки таких сталей, как 13ХФА и 09ГСФ, образуется ряд тугоплавких оксидов, не всегда удаляемых из сварного соединения и оказывающих негативное влияние на его качество.
Кроме того, микролегирование стали ванадием, необходимое для обеспечения требуемого химического состава данных марок стали и хорошо себя зарекомендовавшее при производстве бесшовных труб, недостаточно эффективно в условиях контролируемой прокатки, при помощи которой производится подавляющее большинство видов рулонного и листового проката.
РАЗРАБОТКА НОВОЙ МАРКИ СТАЛИ
В связи с этим в 2010 году специалисты АО «ВМЗ» с привлечением ведущих научно-исследовательских организаций приступили к разработке инновационной трубной марки стали, которая должна отвечать следующим требованиям:
- класс прочности (К52);
- хладостойкость до -60°С;
- коррозионная стойкость в различных средах;
- хорошая свариваемость, как в заводских, так и в полевых условиях;
- высокая технологичность.
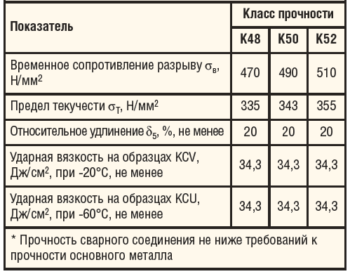
Требования к механическим свойствам труб представлены в табл. 1. Данному комплексу требований отвечает низкоуглеродистая сталь с системой легирования на основе марганца, кремния, хрома и микролегирования на основе ниобия. Строгое ограничение содержания углерода позволяет обеспечивать оптимальную микроструктуру, гарантирующую высокую хладостойкость и стойкость к коррозионному растрескиванию в сероводородсодержащих средах (HIC, SSC). В сталь 05ХГБ введен хром для повышения ее стойкости к углекислотной коррозии. Пониженное содержание углерода в стали повышает эффективность добавки хрома.
Проведенные в ООО «ИТ-Сервис» сравнительные испытания на стойкость к углекислотной коррозии образцов труб из стали 13ХФА и 05ХГБ свидетельствуют, что продукты коррозии одинаково представлены карбонатом железа и хромсодержащими соединениями (в основном – Cr(OH)3) (рис. 1). Толщина продуктов коррозии составляет 15-32 мкм в обоих случаях.
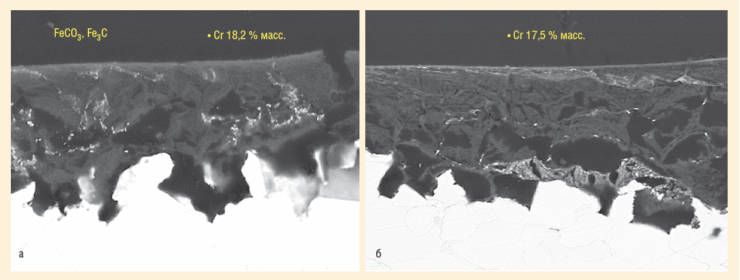
коррозии (а – сталь 05ХГБ, б – сталь 13ХФА)
По сравнению с 09ГСФ и 13ХФА сталь 05ХГБ отличается повышенным, но в то же время ограниченным содержанием марганца. Увеличенное содержание марганца необходимо для повышения технологичности сварки без потери стойкости к водородному растрескиванию. В соответствии с литературными данными (R. Poepperling) сталь с содержанием углерода 0,06% может содержать до 1,2% марганца без ухудшения ее стойкости к растрескиванию. В то же время повышение содержания марганца по сравнению со сталью 13ХФА позволяет обеспечить стабильность механических свойств при более низком содержании углерода, а также увеличить соотношение [Mn]/[Si], важное с точки зрения свариваемости, в особенности, при сварке ТВЧ (HFW).
Одним из основных микролегирующих элементов стали 13ХФА является ванадий. Данная система микролегирования наиболее эффективно обеспечивает прочность и вязкость стали после проведения термической обработки по режиму «закалка + отпуск». Для обеспечения механических свойств стали 05ХГБ в условиях контролируемой прокатки ванадий заменен на другой карбидообразующий элемент – ниобий. Исследования сварных соединений труб из стали 13ХФА и 05ХГБ, а также выполненный термодинамический анализ свидетельствуют, что при сварке ТВЧ стали 13ХФА образуются более тугоплавкие оксиды. Это связано с различиями в химическом составе стали: в содержании углерода и отношении концентраций марганца и кремния (табл. 2).

Благодаря возможности достижения благоприятного соотношения [Mn]/[Si] в стали 05ХГБ при сварке ТВЧ образуются более легкоплавкие оксиды. В связи с этим возможно увеличение содержание хрома до 1% без ухудшения качества сварного соединения.
Впервые при разработке химического состава стали учитывались особенности производства электросварных труб сваркой ТВЧ и особенности эксплуатации, в связи с чем пришлось решать ряд принципиальных вопросов производства проката и высококачественной заготовки по схеме литейно-прокатного комплекса: в том числе формирования бездефектной заготовки, снижение ликвации в осевой зоне сляба, получение сверхнизкого массового содержания серы (менее 0,002%) и формирования мелкозернистой структуры в готовом прокате. Был разработан и реализован ряд технологических решений: оптимизация состава шлака для прохождения глубокой десульфурации; модифицирование расплава редкоземельными металлами; подбор режимов вторичного охлаждения и мягкого обжатия при разливке; ускоренное охлаждение раската после черновой стадии; ускоренное охлаждение проката на отводящем рольганге перед смоткой в рулон.
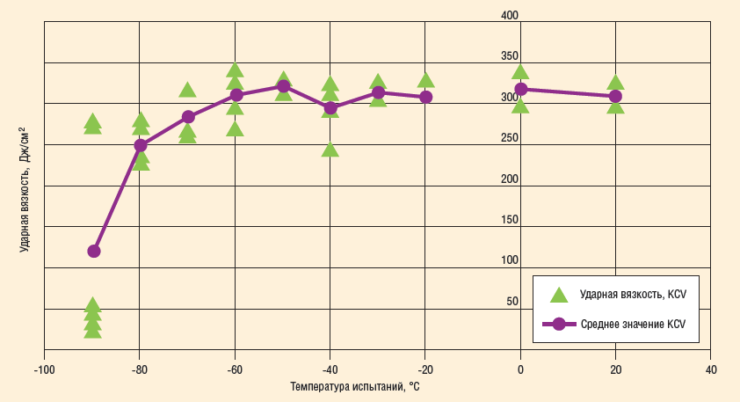
В результате проведенных мероприятий трубы из данной марки стали наряду с высокой коррозионной стойкостью обладают повышенным ресурсом по хладостойкости (см. рис. 2), который превышает современные требования. Значительное снижение показателей ударной вязкости наблюдается только при температурах ниже -80°С. При этом доля вязкой составляющей в изломе находится на уровне 80-100% до температуры -70°С. Такие показатели делают сталь перспективной к использованию при разработке арктических месторождений.
ОЦЕНКА КОРРОЗИОННОЙ СТОЙКОСТИ
Проблема обеспечения коррозионной стойкости нефтегазопроводных труб из низколегированных сталей осложняется многообразием механизмов коррозионного разрушения в условиях эксплуатации, а также ограниченностью лабораторных методов оценки, позволяющих прогнозировать данную характеристику. Несмотря на это, при разработке новых видов продукции в сегменте нефтегазопроводных труб повышенной коррозионной стойкости необходимо оценивать реальный уровень данного показателя. Программа минимум в данном случае – сравнение показателей коррозионной стойкости с существующими аналогами, максимум – определение с достаточной точностью наработки на отказ труб (срок безремонтной эксплуатации) для конкретных условий или региона.
Разумеется, невозможно объективно оценить коррозионную стойкость продукции из низколегированной стали при помощи одного определенного метода. По характеру и условиям проведения существующие способы оценки коррозионной стойкости можно разделить на 1) лабораторные испытания; 2) стендовые испытания в модельных средах; 3) опытно-промышленные испытания.
Каждый из перечисленных типов испытаний обладает рядом преимуществ и недостатков, однако при рациональных временных и экономических затратах использование комплекса данных методов дает относительно объективную картину. При разработке стали 05ХГБ пройден огромный путь от лабораторных испытаний до опытной эксплуатации действующего трубопровода.
СТЕНДОВЫЕ ИСПЫТАНИЯ
В настоящее время перспективным направлением принято считать стендовые испытания на лабораторных установках, имитирующих условия эксплуатации. Принципиальная схема такой установки, созданной специалистами ГУП «ИПТЭР», в которой проводились сравнительные испытания коррозионной стойкости труб из стали 05ХГБ, представлена на рис. 3.
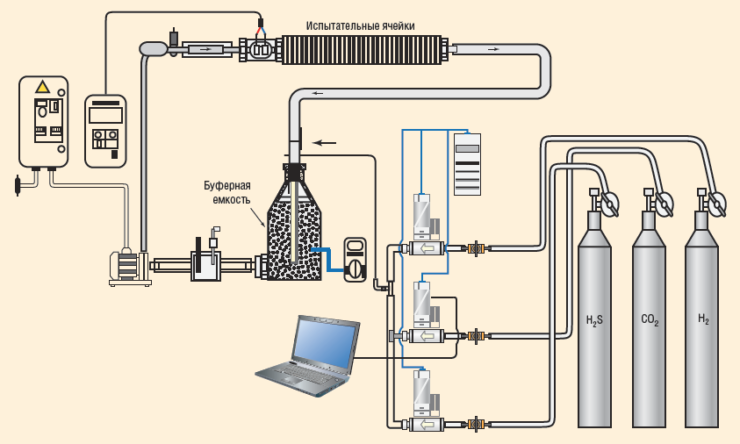
стали в модельных средах
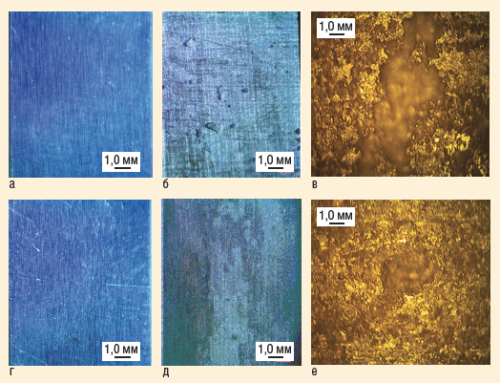
Применение установки позволяет моделировать условия эксплуатации трубопроводов и их воздействие на материал. Продолжительность испытаний составляет 14 – 30 сут, непрерывно производится контроль фоновой скорости коррозии при помощи метода LPR. При правильном подборе испытательной среды такой экспозиции достаточно для реализации механизмов общей и локальной коррозии. На рис. 4 представлены микрофотографии поверхности образцов после испытаний продолжительностью 14 сут в модельной среде. На рисунке видны локальные язвенные повреждения.
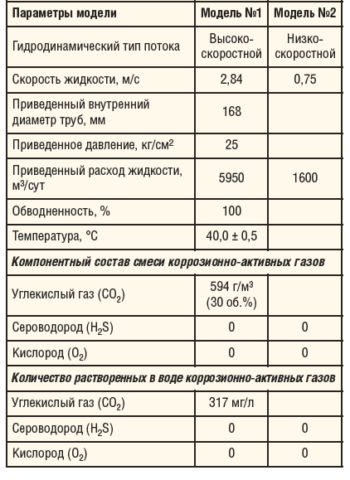
Модельные среды разрабатывались на основании анализа эксплуатационных характеристик действующих трубопроводов. При этом учитывлись скорость потока, давление, температура, расход жидкости и компонентный состав смеси коррозионно-активных газов. В табл. 3 показаны примеры применяемых модельных сред для испытаний.
Принцип испытаний состоит в том, что подготовленные надлежащим образом образцы сталей устанавливаются в испытательные ячейки модели трубопровода (рис. 3). Буферная емкость заполняется моделью минерализованной подтоварной воды. На компьютере задаются параметры модели в части обеспечения нужного парциального давления наиболее коррозионно-активных компонентов (H2S и CO2). При необходимости задается количество растворенного в воде кислорода, а также механические примеси. Скорость жидкости регулируется частотным преобразователем, который воздействует на частоту вращения центробежного насоса, и измеряется ультразвуковым расходомером. Температура поддерживается с помощью блока терморегулятора, оснащенного нержавеющим ТЭНом и термодатчиком. Через заданное время образцы извлекаются, и путем замера остаточной массы определяется скорость коррозии в мм/год. Скорость локальной коррозии определяется путем оценки глубины питингов/язв методом двойной фокусировки на оптическом микроскопе.
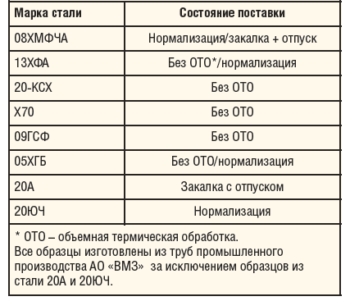
Преимущество данного метода оценки коррозионной стойкости состоит в возможности прогнозировать эксплуатационную надежность материала в тех или иных условиях. То есть в отличие от натурных испытаний, где кроме подтоварной воды присутствует в различном соотношении нефтяная и газовая фракции, в данном случае агрессивная среда в равной степени воздействует на образцы весь период испытаний. При этом исключаются обстоятельства, связанные с эксплуатацией трубопроводных систем (неоднородность среды, отключение, ингибиторная защита, кислотная обработка и т.д.). С целью определения влияния химического состава стали и состояния поставки на коррозионную стойкость в различных условиях были проведены несколько серий испытаний образцов различного сортамента (табл. 4).
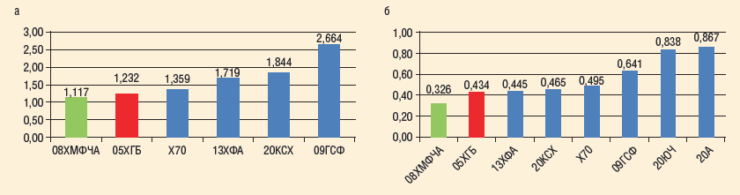
Результаты сериальных коррозионных испытаний в модельных средах (не менее двух повторений по три образца для каждой среды) свидетельствуют, что выбор марки стали очень важен для обеспечения коррозионной стойкости в разных условиях. При этом сталь 05ХГБ по средним показателям общей и локальной коррозии незначительно уступает стали 08ХМФЧА, но превосходит все остальные испытанные марки стали (рис. 5). Наиболее важно то, что образцы из 05ХГБ в различных средах показывали стабильно наиболее низкие скорости коррозии.
НАТУРНЫЕ ИСПЫТАНИЯ
Несмотря на ряд преимуществ, данные исследования направлены на оценку коррозионной стойкости материала, а не изделия. В этой связи натурные испытания играют неотъемлемую и наиболее важную роль при прогнозировании эксплуатационной надежности нефтегазопроводных труб.
Как правило, применяются два типа испытаний: гравиметрические с использованием образцов-свидетелей и байпасные с применением испытательных катушек (патрубков). При оценке коррозионной стойкости труб из стали 05ХГБ применялись оба типа испытаний. Наиболее показательны байпасные коррозионные испытания, так как в данном случае можно прогнозировать целесообразность применения изделия, а не только материала. Основной недостаток подобных испытаний заключается в их продолжительности, измеряемой, как правило, годами. В то же время использование определенных подходов позволяет существенно сократить срок экспозиции. В частности, к ним можно отнести:
- выбор объекта для монтажа байпасного стенда с гарантированно высокой фоновой скоростью коррозии;
- предварительный мониторинг фоновой скорости коррозии методами LPR или ER с использованием средств телеметрии;
- мониторинг остаточной толщины стенки испытательных и контрольных катушек с определенной периодичностью, устанавливаемой в зависимости от агрессивности перекачиваемой среды;
- контроль состояния объекта (исключение ингибиторной обработки в период проведения испытаний и т.д.).
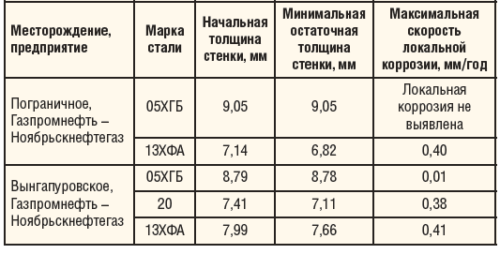
Использование данного подхода позволяет сократить срок испытаний до 10 – 12 мес с получением результатов, достаточных для прогнозирования целесообразности применения продукции в данных условиях. В настоящее время завершены байпасные коррозионные испытания в двух регионах: в Западной Сибири испытания проводились в условиях двух месторождений АО «Газпром нефть-Ноябрьскнефтегаз», в Республике Коми – в условиях двух месторождений ООО «ЛУКОЙЛ-Коми» (табл. 5).
Проведенные расчеты динамики локальной коррозии, основанные на данных диагностики остаточной толщины стенки, свидетельствуют, что наиболее активен коррозионный процесс в начальной стадии (рис. 6).
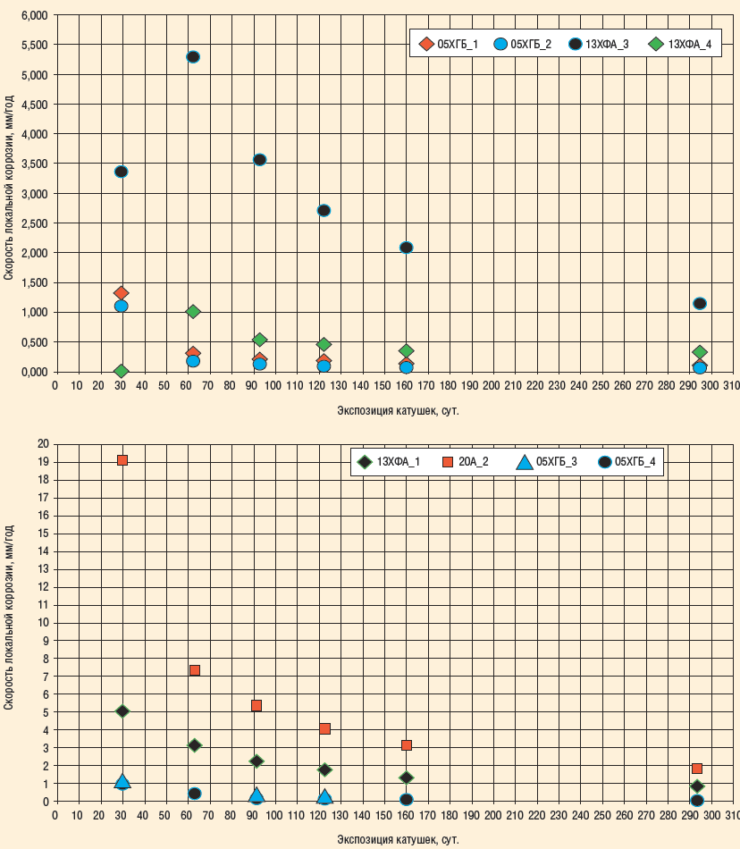
Расчет скорости осуществляли по формуле:
![]()
где VTi – скорость локальной коррозии в i-й момент времени эксплуатации (мм/год); VT1 – скорость локальной коррозии в начальный период эксплуатации (мм/год); Ti – i-й момент времени эксплуатации (сут); T1 – начальный момент эксплуатации (сут).
В обоих вариантах скорость локальной коррозии стали 05ХГБ за весь период испытаний ниже, чем сравнительных образцов.
По итогам проведенного комплекса испытаний, подтвердивших высокие служебные характеристики труб из стали 05ХГБ, данная продукция была одобрена для применения в ряде отечественных нефтегазодобывающих компаний. В настоящее время проводится опытно-промышленная эксплуатация трубопроводов из стали 05ХГБ. Опытная эксплуатация сопровождается авторским надзором со стороны АО «Выксунский металлургический завод», включая проведение внутритрубной диагностики. В условиях АО «Выксунский металлургический завод» полностью разработана сквозная технология производства проката и труб из стали 05ХГБ диаметром 159-530 мм и толщиной стенки 5 – 12 мм, гарантирующая стабильно высокий уровень качества и надежности.



Для отправки комментария вам необходимо авторизоваться.