
Эксплуатация насосов объемного действия в системе ППД ПАО «Татнефть»
Поддержание пластового давления представляет собой одно из самых энергоемких направлений в процессе нефтедобычи. В структуре затрат на электроэнергию ПАО «Татнефть» расходы на энергообеспечение системы ППД составляют до 34,6%. Постоянного роста цен на электроэнергию обуславливает необходимость внедрения энергоэффективного насосного оборудования, в том числе насосов объемного действия. Данные установки обладают рядом существенных преимуществ по сравнению с центробежными, среди которых высокий КПД (до 88%), возможность регулирования объемов закачки без снижения напора и др. Итоги проведенных в компании ОПР по эксплуатации насосов объемного действия показывают, что внедрение данного оборудования действительно позволяет существенно снизить удельное потребление электроэнергии (до 3 кВт-ч/м3). При этом основная доля аварийных простоев связана с адаптацией нового оборудования условиям месторождений ПАО «Татнефть». С целью недопущения длительного простоя по причине отсутствия запасных частей специалисты ООО «УК «Система-Сервис» сформировали перечень быстро изнашиваемых деталей и организовали их своевременную закупка с учетом сроков поставки. Также прорабатываются вопросы замещения импортных деталей отечественными.



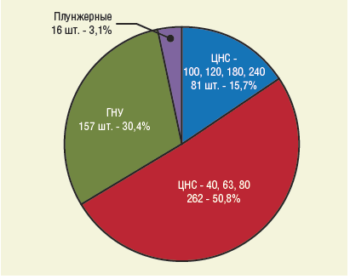

В настоящее время в системе ППД ПАО «Татнефть» эксплуатируются 516 насосных агрегатов типа ЦНС, горизонтальных насосных установок (ГНУ) и плунжерных насосов (рис. 1). Порядка 50,8% парка оборудования приходится на ЦНС-40, 63 и 80 (262 ед.), 15,7% – на ЦНС-100, 120, 180 (81 ед.). Доля ГНУ составляет 30,4% (157 ед.); плунжерных насосов – 3,1% (16 ед.).
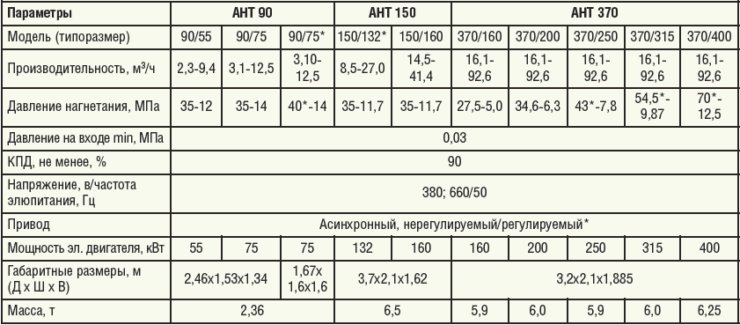
Внедрение насосов объемного действия в компании началось еще в 1990-е годы. В то время внедрялись установки типа АНТ-90,150, 200 и т.д. производства ОАО «Буланашский машиностроительный завод» (г. Березовский) (рис. 2). Опыт промышленной эксплуатации показал, что насосное оборудование работает эффективно при надлежащем уровне сервиса и комплектации запасных частей. Технические характеристики данных насосных установок представлены в табл. 1.
Вместе с тем в процессе эксплуатации также пришлось отметить ряд проблемных моментов в работе данного оборудования. Это, прежде всего, утечка воздуха из гидрокомпенсатора и, как следствие, повышенная вибрация выкидных трубопроводов; отказы станций управления; отслоение вольфрамового покрытия на поршнях и др. Отсутствие хорошо налаженного сервиса и качественных запасных частей в указанный период не позволили перейти к массовому внедрению данных насосных установок на объектах компании.
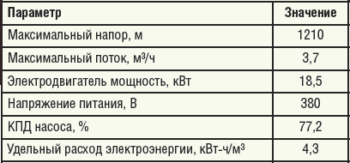
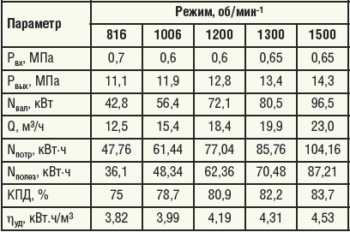
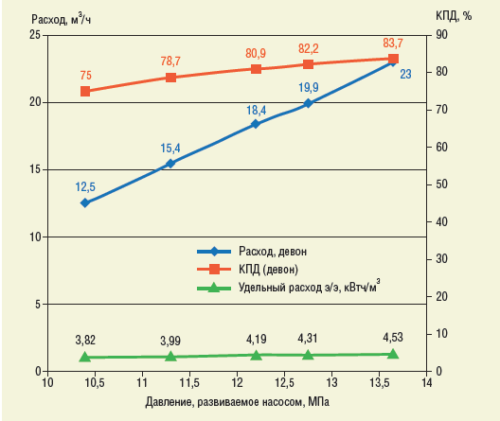
В 2007 году на КНС-59а ЦППД-2 НГДУ «Елховнефть» была внедрена винтовая горизонтальная насосная установка УЗНВ1-105.2.12.025 производства ООО «ВНИИБТ – Буровой инструмент» (г. Пермь). В число основных задач проекта входила организация адресной закачки воды в группу нагнетательных скважин и сокращение протяженности высоконапорных водоводов. По итогам эксплуатации наработка установки составила 6 800 ч, объем закачанной жидкости – 25382 м3, КПД –77,2%, а удельное потребление электроэнергии – 4,3 кВт-ч/м3 (табл. 2). В результате поломки редуктора оборудование долгое время находилось в простое, и в связи с отсутствием целевого сервиса дальнейшую эксплуатацию пришлось остановить.

Для осуществления адресной закачки воды и сокращения протяженности высоконапорных водоводов в 2010 году на объекте ЦППД-1 НГДУ «Елховнефть» была внедрена объемная регулируемая насосная установка (УНОР 100х1700) производства ООО НПП «Новые Технологии» (г. Лениногорск) (рис. 3).
Наработка оборудования составила 4 760 ч, объем закачанной жидкости – 9536 м3; КПД – 80%, удельное потребление электроэнергии – 6,2 кВт-ч/м3 (табл. 3). В состав оборудования был включен частотно-регулируемый привод (ЧРП), позволяющий изменять режим работы двигателя для обеспечения заданного расхода или давления нагнетания.
Основными причинами простоев данной установки стали постоянные пропуски масла гидросистемы, отказ станции управления, перегрев оборудования и выходы из строя поршневой системы из-за высокого давления закачки. В настоящее время установка находится в нерабочем состоянии в ожидании модернизации.

ВНЕДРЕНИЕ УСТАНОВОК DP 410-125 ИНОСТРАННОГО ПРОИЗВОДСТВА
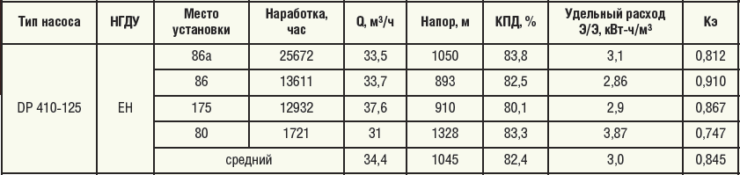
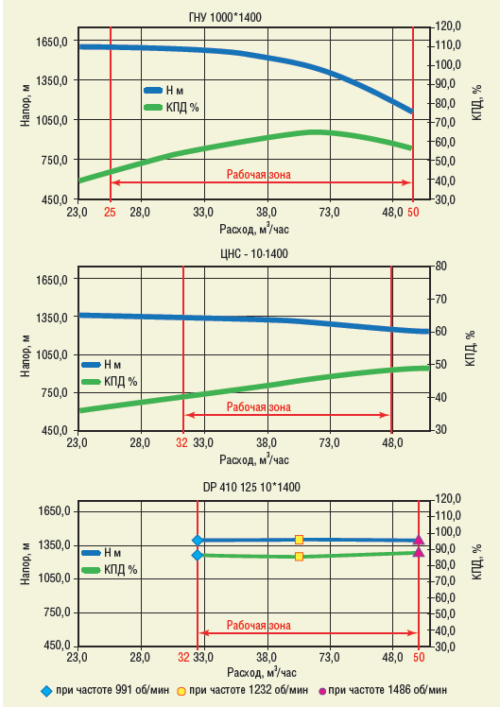
В течение 2011-2015 годов на КНС-86а, 86, 175, 80 НГДУ «Елховнефть» были внедрены четыре установки DP 410-125 производства немецкой компании WEPUKO (рис. 4, табл. 4). Как следует из рис. 5, при сопоставимых параметрах подачи (Q=40 м3/ч) и напора (Н=1400 м) фактическое удельное потребление электроэнергии у насосов DP 410-125 в среднем в 2,6 раза ниже, чем у ЦНС-40 и в 2 раза – чем у ГНУ.
Если совместить графики удельного потребления объемных и центробежных насосов в единой системе координат, то в зоне высоких давлений наблюдается гиперболическая зависимость удельного потребления для центробежных насосов, при этом удельное потребление у ЦНС заметно выше, чем у объемных насосных установок (рис. 5).
КПД объемных насосов примерно в два раза выше, чем у центробежных, что связано с физическими особенностями работы обоих видов оборудования. Так, КПД центробежного насосного агрегата учитывает все потери, связанные с передачей насосом энергии перекачиваемой жидкости (механические потери мощности, потери на дисковое трение, объемные и гидравлические). К тому же ЦНС – это секционный насос со множеством лопастей (колес), что предопределяет сравнительно низкий КПД.
В свою очередь, объемные насосы характеризуются существенно меньшими потерями на трение жидкости в проточной части и утечки. Кроме того, отсутствуют потери на вихреобразование и дисковое трение, вследствие чего КПД выше и практически не зависит от режимов работы насоса (подача, напор).
Насосные агрегаты объемного действия DP 410125 были приобретены в комплекте с ЧРЭП, позволяющим в случае необходимости при неизменном напоре регулировать объемы закачки в диапазоне от 29,2 до 45,8 м3/ч.
Основные причины простоев насосов DP 410-125 связаны с проведением аварийных работ – 40,9% (из них ожидание поставки запчастей – 46%) и проведение геолого-технических мероприятий – 57,9%. Регламентные работы занимают не более 1,2% времени.
СЕРВИСНОЕ ОБСЛУЖИВАНИЕ УСТАНОВОК DP 410-125
В ноябре 2014 года закончился гарантийный срок эксплуатации импортных насосных агрегатов последней партии. Мы выполнили анализ и сортировку запасных частей, закупленных вместе с оборудованием, и составили перечень необходимых запчастей с целью поддержания установок в работоспособном состоянии. К сожалению, все запчасти закупаются за границей, что увеличивает их стоимость в текущих экономических условиях.
Стоит отметить и то, что включенные в перечень запасные части – это детали самих насосов, необходимые для проведения плановых ремонтов. Все остальное вспомогательное оборудование, например, электродвигатель маслонасоса, расходомер, датчики давления и температуры, сетки фильтров тонкой очистки, комплектующие к станции управления после истечения гарантийного срока, приходится закупать самостоятельно, что увеличивает время простоя агрегатов и затраты на их ремонт.
Таким образом, одной из наиболее актуальных задач в части сервисного обслуживания импортных насосных установок остается вопрос импортозамещения большинства комплектующих материалами и оборудованием отечественного производства.

С этой целью специалисты ПАО «Татнефть» активно ведут поиск и отбор российских изготовителей насосного оборудования, способных организовать производство и поставку необходимых для ремонта деталей. Проведены встречи с представителями ООО «СИНЕРГИЯ» (г. Пермь), где обсуждалась возможность применения в системе ППД насосного оборудования объемного действия отечественного производства. Для системы ППД предложен аналог WEPUKO по производительности и напору. При сравнении существующей стоимости при одинаковых параметрах предпочтение можно отдать насосному агрегату производства ООО «СИНЕРГИЯ» г. Пермь. В связи с отсутствием опыта эксплуатации, данных о средней наработке узлов и материалов установки принято решение о проведении ОПР насосной установки СИН 46 на КНС-2 НГДУ «Елховнефть» производительностью 500 м3/сут (рис. 6). Насосная установка смонтирована и запущена в работу 27.04.2015 г.
Показатели работы установки приведены в табл.5. На 01.08.2015 года наработка установки составила 1941 ч, простой составляет 458 часов. Основные причины остановок были связаны с малым сроком эксплуатации уплотняющих элементов и деталей клапанного механизма. В процессе эксплуатации специалисты ООО «СИНЕРГИЯ» постоянно вносят конструктивные изменения в узлы и механизмы установки с целью снижения затрат на обслуживание и повышения надежности работы насосного агрегата. Последняя доработка сальникового уплотнения плунжера позволила отказаться от принудительной смазки маслом плунжеров установки и значительно сократить сроки замены уплотнений.
Сегодня согласованы технические задания на изготовление двух установок производительностью 1000 м3/сут. Насосные установки на стадии комплектации оборудования.
Для оценки возможности и потенциала замены центробежных насосов на плунжерные в рамках совместной работы был проведен анализ работы ЦНС производительностью 750-1200 м3/сут, характеризующихся высокими удельными затратами на электроэнергию и относительно высоким коэффициентом эксплуатации. По результатам данного анализа к внедрению были рекомендованы шесть насосных агрегатов со значением окупаемости до 5 лет и экономией за счет снижения потребления электроэнергии до 12,7 млн рублей в год (рис. 7).



Для отправки комментария вам необходимо авторизоваться.