
Проблемные вопросы при обслуживании плунжерных насосных агрегатов, эксплуатирующихся в системе ППД ПАО «Татнефть»
В рамках реконструкции системы ППД в 2011 и 2013 годах НГДУ «Альметьевнефть», «Елховнефть» и «Лениногорскнефть» ПАО «Татнефть» закупили семь насосных агрегатов объемного действия производства немецких фирм Kamat и Wepuko. Внедрение данных насосных агрегатов позволило снизить потребление электроэнергии, и по итогам опытно-промышленной эксплуатации оборудование было признано энергоэффективным. Расчеты подтвердили его более высокий КПД по сравнению с секционными (ЦНС) и центробежными (ГНУ) насосами. Вместе с тем был выявлен ряд существенных эксплуатационных недостатков импортных агрегатов: прежде всего, это ненадежная работа насосов производства Kamat, а также высокая стоимость запасных частей и комплектующих. С целью недопущения длительных простоев оборудования был проведен ряд мероприятий по импортозамещению в части производства запасных частей, а также доработке отдельных узлов насосных агрегатов.

Kamat и Wepuko
ООО «Сервис НПО» в качестве структурного подразделения ООО «УК «Система Сервис» производит ремонт и регламентное обслуживание насосных агрегатов типа ЦНС, горизонтальных насосных установок (ГНУ), включая объемные насосы, а также широкий спектр вспомогательного оборудования кустовых насосных станций.
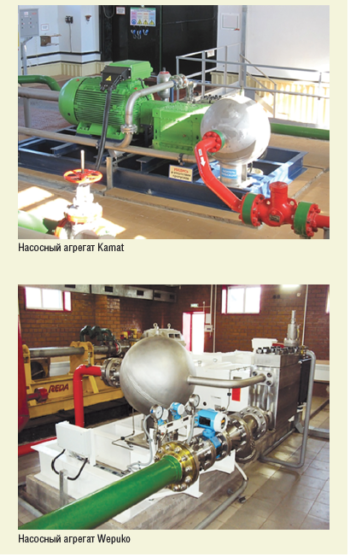
В 2011 году в ПАО «Татнефть» была принята концепция реконструкции действующей системы поддержания пластового давления (ППД) НГДУ «Альметьевнефть», «Елховнефть» и «Лениногорскнефть», в рамках которой в 2011 и 2013 годах было закуплено в общей сложности семь насосных агрегатов объемного действия производства немецких компаний Kamat и Wepuko (рис. 1). Данное решение было обусловлено более высоким КПД объемных насосов по сравнению с агрегатами других типов.
В то же время закупленные насосы существенно различались между собой по эксплуатационным характеристикам. Так, производительность насосов Kamat в оптимальной зоне в среднем примерно на 22% выше, чем у аналогов от Wepuko. При этом коэффициент эксплуатации (Кэ) насосов Kamat на 30% ниже. Это связано с многочисленными простоями данных агрегатов по причине выявляемых неисправностей в процессе эксплуатации (таблица).
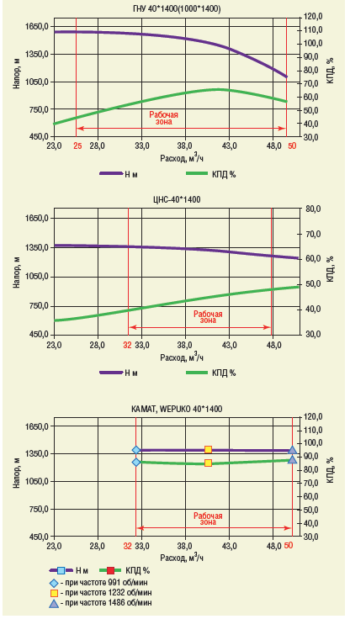
Сравнение напорных характеристик насосов Kamat, Wepuko, ЦНС и ГНУ номинальной производительностью 40 м3/ч и напором 1400 м свидетельствует о том, что КПД объемных насосов выше, чем у центробежных практически в два раза (рис. 2). Это связано с физическими особенностями работы центробежных и объемных агрегатов. В случае центробежных насосов механические, объемные и гидравлические потери, возникающие при передаче насосом энергии перекачиваемой жидкости, значительно выше.
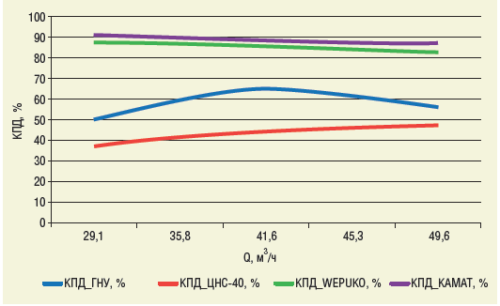
Насос ЦНС – это оборудование секционного типа со множеством лопастей, колес и других элементов, каждый из которых вносит свой «вклад» в снижение КПД. В отличие от ЦНС объемные насосы характеризуются существенно меньшими потерями на трение жидкости в проточной части, а потери, обусловленные вихреобразованием и дисковым трением, полностью отсутствуют. Вследствие этого КПД объемных насосов выше, чем у секционных и практически не зависит от режима работы оборудования (рис. 3).

ОСНОВНЫЕ ПРОБЛЕМЫ ЭКСПЛУАТАЦИИ НАСОСОВ ОБЪЕМНОГО ДЕЙСТВИЯ
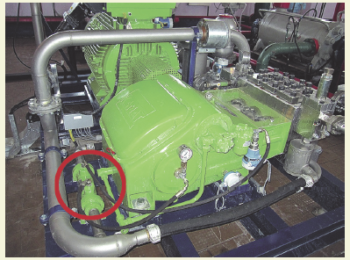
К сожалению, при всех своих преимуществах насосы объемного действия также не лишены и недостатков. К примеру, в процессе эксплуатации оборудования Kamat мы столкнулись с такой проблемой, как неисправность электромагнитного клапана, который посредством создания электромагнитных импульсов осуществляет поочередный перевод нагнетания жидкости в дренажную (при разгоне насоса) или напорную линии (рис. 4). В итоге мы исключили электромагнитный клапан из схемы работы насоса и заменили его специальной задвижкой с электроприводом.
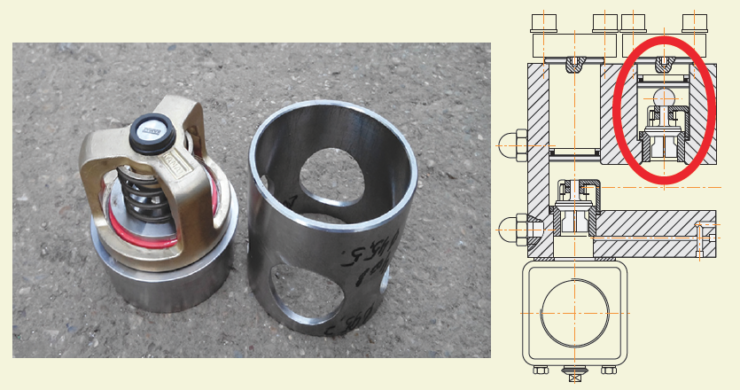
Другой проблемой стало недостаточное прилегание седла перепускного клапана к его посадочному месту. Нам пришлось доработать конструкцию данного узла путем установки дистанционной втулки, препятствующей движению клапана вверх (рис. 5). Подобные втулки были установлены на всех трех эксплуатируемых в ПАО «Татнефть» агрегатах Kamat.
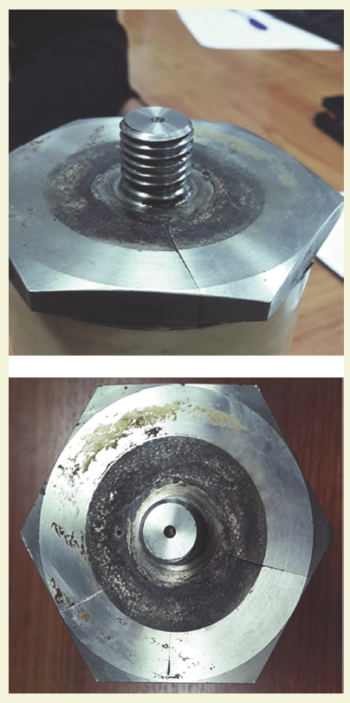
Среди других проблем также стоит отметить разрушение гайки плунжера вследствие гидроудара (с образованием микротрещин на основании плунжера) и выход из строя маслоохладителя по причине коррозионного износа (рис. 6, 7). Плунжеры были заменены и в данный момент находятся в эксплуатации.
Маслоохладитель представляет собой неразборный элемент, поэтому для устранения неисправности четыре трубки были заглушены, что не повлияло на работу оборудования: повышения температуры масла в процессе эксплуатации не зафиксировано.
Помимо этого, при запуске первого же насосного агрегата Kamat нарушилась центровка насоса, вследствие чего произошло разрушение муфты, а в результате возникшей вибрации вышел из строя плунжер. Весь набор запчастей, предоставленный производителем, был потрачен при установке. Раму насосных агрегатов Kamat также пришлось доводить на месте – доваривать уголками, «косынками» и т.д. Наконец, к минусам следует отнести и тот факт, что при схожих напорно-расходных характеристиках, запасные части, включенные в комплект поставки двух других насосов Kamat той же серии, оказались непригодными для оснащения первого агрегата.
В процессе эксплуатации насосных агрегатов Wepuko мы столкнулись с проблемой отслоения твердосплавного покрытия на всех трех плунжерах, в связи с чем произвели замену оригинальных металлических плунжеров на керамические (рис. 8). Все последующие насосы этого производителя поставлялись уже с керамическими плунжерами.


Кроме этого, мы столкнулись с проблемой выхода из строя фильтров тонкой очистки на насосных агрегатах Wеpuko по причине разрыва фильтрующего элемента (рис. 9). В результате проведенного специалистами ТатНИПИнефти анализа удалось выявить несоответствие данных фильтров объемам перекачиваемой жидкости. На основании этих расчетов мы приняли решение об исключении фильтров тонкой очистки и замене фильтрующего элемента фильтров грубой очистки на сетку с более мелкой перфорацией.


Для отправки комментария вам необходимо авторизоваться.