
Ультразвуковое модифицирование резьбовых участков труб нефтяного сортамента как метод повышения их износостойкости
Снижение затрат на покупку новых и ремонт бывших в эксплуатации труб нефтяного сортамента было и остается актуальной проблемой для нефтяных компаний. Многолетний опыт ООО «НТС-Лидер» по сервисному обслуживанию насосно-компрессорных труб (НКТ) показал, что указанные затраты могут быть значительно сокращены за счет повышения износостойкости резьбы путем модифицирования ее контактных участков с применением мощных ультразвуковых колебаний (УЗК). Результатом такого модифицирования становится повышение фактической площади контакта резьбовых участков трубы и муфты, что обеспечивает снижение удельного давления и интенсивности эксплуатационного изнашивания указанных зон контакта. По результатам внедрения технологии и проведенных испытаний долговечность подконтрольных соединений НКТ увеличилась в 5-10 раз по числу нормативных СПО, а потери дебита жидкости скважин от утечек в стыках НКТ снизились на 2-5 м3/сутки.

ИССЛЕДОВАНИЯ
В конце 1980-х годов были начаты углубленные исследования ультразвукового воздействия на свойства резьбы труб нефтяного сортамента. На тот момент было известно, что неоднородное упреждающее упрочнение деталей машин по известным кривым их эксплуатационного износа показывает высокую эффективность. Использование этого опыта для повышения износостойкости резьбы труб нефтяного сортамента требовало специального анализа особенностей износа резьбовых участков. Причем, если вопросу неоднородности износа ниток резьбы замков бурильных труб к тому времени уже был посвящен достаточно широкий ряд публикаций (например, [1]), то сведений об аналогичных исследованиях резьбы НКТ опубликовано не было.
С целью изучения специфики износа резьбы НКТ, предопределенной различными геологическими, химико-технологическими и прочими характеристиками условий эксплуатации труб в конкретной нефтяной компании группой исследователей, в число которых входил автор настоящей статьи, был проведен сбор и статистический анализ большого количества данных по НКТ, поступающим на ремонтные базы «НТС-Лидер».
![Рис. 1. Среднестатистические кривые износа замковой резьбы ниппеля бурильной трубы [1]](http://glavteh.ru/wp-content/uploads/2017/07/.-1.-srednestatisticheskie-krivye-iznosa-zamkovoy-rezby-nippelya-burilnoy-truby-1-740x248.png)
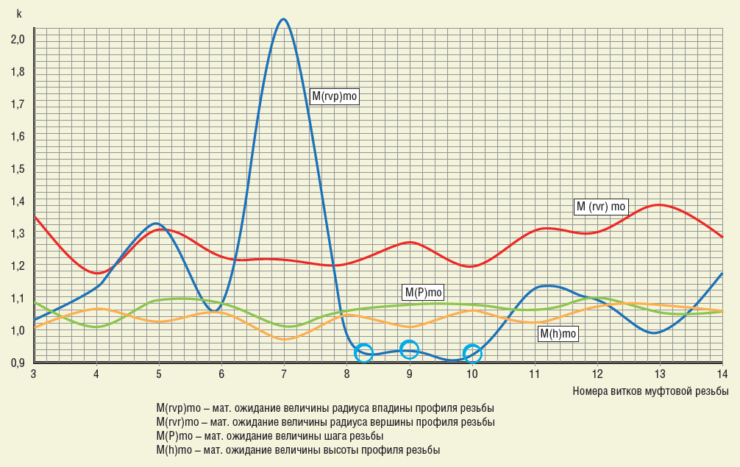
В ходе исследований анализировались как традиционно применяемые критерии износа, типа высоты профиля, h (рис. 1), так и другие параметры искаженной формы резьбы: радиус закругления вершины, rvr; радиус впадины профиля, rvp; шаг, Р (рис. 2); волнистость образующей конуса средних диаметров витков резьбы и др. По результатам проведенного анализа были выявлены зоны, наименее подверженные износу, и зоны, подлежащие приоритетному модифицированию. В частности, для муфт НКТ в качестве зон, подлежащих приоритетному модифицированию, были определены витки № 8 ± 1 и №10 ± 1 (рис. 2).
Дальнейшие исследования, направленные на разработку методик локализованного модифицирования контактных участков резьбы труб нефтяного сортамента по полученным кривым износа, позволили установить следующие закономерности.
Во-первых, прочность на разрыв резьбового соединения, в основном, определяется геометрическими параметрами контактных участков. В связи с этим модифицирование контактных участков предусматривает, в первую очередь, воздействие на геометрические параметры резьбы: геометрию образующей резьбового конуса модифицируют по параметрам волнистости; геометрию профиля выступа и канавки резьбы – с сохранением соответствия ее параметров допускам по стандартам; микрогеометрию поверхности контактных зон – с учетом эффекта по стандартным параметрам шероховатости.
Во-вторых, прочность на разрыв резьбового соединения практически не зависит от микротвердости поверхности резьбы, часто упоминаемой в прямой связи с термином «ультразвуковое упрочнение резьбы». По этой причине неизбежный ультразвуковой наклеп учитывается в ходе модифицирования лишь как вспомогательный фактор, требующий, однако, постоянного контроля в связи с опасностью возникновения перенаклепа и охрупчивания резьбы при ультразвуковой обработке (УЗО) с амплитудой колебаний, превышающей допустимый уровень 5±2 мкм.
РАЗРАБОТКА МЕТОДИКИ
С учетом полученных кривых износа были разработаны как индивидуальные методики локализованного модифицирования геометрии резьбы труб нефтяного сортамента, предпочтительные для конкретной нефтяной компании, так и обобщенные – пригодные для нефтяных компаний с различными условиями эксплуатации труб. Также были разработаны конкретные способы УЗО и устройства для их осуществления, в том числе ультразвуковые инструменты (УЗИ) [2] для восстановления резьбы изношенных или подготовки к эксплуатации новых резьбовых участков труб нефтяного сортамента.
Расчетными конструктивными особенностями УЗИ и регулировкой параметров режима по программе цикла АСУ УЗО обеспечиваются следующие этапы коррекции геометрии резьбы.
1. Модифицирование волнистости образующей среднего конуса резьбового участка, открываемого в ходе повторных спускоподъемных операций (СПО), производится с помощью УЗИ, представляющего собой трубчатый преобразователь с наклонными пазами [2]. На резьбовой участок УЗИ с целью равномерного распределения нагрузки и износа по виткам резьбы при ее эксплуатации наносится твердосплавное покрытие слоем, имеющим переменную толщину, заданную с учетом средней кривой износа высот профиля выступов обрабатываемой резьбы (подобная кривая приведена на рис. 1).
Благодаря расчетным конструктивным особенностям УЗИ совершает не только продольные, продольно-крутильные, но и радиальные упругие колебания. Так, при возбуждении от магнитостриктора продольных ультразвуковых колебаний (УЗК), вследствие наличия пазов на УЗИ, максимальная амплитуда радиальных колебаний соответствует зоне средних витков резьбового участка УЗИ. Эти витки сопрягаются со средними витками обрабатываемого резьбового участка, наиболее нагруженными при эксплуатации соединения ниппель – муфта (рис. 1, 2). В результате при выстое в стяжке УЗИ и обрабатываемого резьбового участка наиболее интенсивной УЗО подвергаются средние витки обрабатываемых резьбовых участков – зоны, наиболее подверженные износу, в том числе у основной массы труб и муфт рядовых эксплуатационных колонн НКТ.
2. Модифицирование микрогеометрии контактных зон, например, открываемого при эксплуатации резьбового участка муфты НКТ, производится плосковершинным суперфинишированием при повторном ввинчивании–вывинчивании резьбовых участков УЗИ и НКТ с обеспечением относительных УЗК с амплитудой Аи= 5±2 мкм, на частоте, например, 17,8 кГц, равной частоте собственных колебаний муфты НКТ 73. Так же может быть осуществлена коррекция геометрии резьбы новых труб в сторону усредненной геометрии резьбы пары ниппель – муфта, приработанной при правильной эксплуатации резьбового соединения (без задиров).
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ
Дальнейшие исследования особенностей износа резьбы труб нефтяного сортамента позволили внести изменения в технологию и устройства для УЗО, в частности, описанные в патенте [3], касающиеся, в том числе, использования радиальных УЗК. Речь идет об известной по ряду работ [5] лезвийной УЗО с продольными и радиальными УЗК при относительном ввинчивании и вывинчивании резьбовых участков УЗИ и НКТ и об ультразвуковом поверхностном пластическом деформировании (УЗППД). Технологический переход УЗППД предполагает использование радиальных УЗК при выстое в стяжке резьбовых участков УЗИ и обрабатываемой трубы. В одном из вариантов исполнения станка УЗО применяется система подвода радиальных УЗК от нескольких радиально расположенных на УЗИ пьезокерамических преобразователей, имеющих конструкцию, описанную в патенте [4]. Сам УЗИ представляет собой волновод, на выходном участке которого находится рабочая резьбовая поверхность, ответная обрабатываемой резьбе (см., например, патент [2]). Узловой фланец УЗИ (рис. 3) и фланец волновода магнитострикционного преобразователя продольных УЗК предусматривают возможность крепления к ним электродинамического вибратора. Это позволяет дополнительно вводить в зону обработки определенные по амплитуде низкочастотные колебания (1–16 кГц) под углом более 30° к направлению УЗК (в том числе радиально), что увеличивает вариативность направления вектора комплексных относительных колебаний при УЗО.
Другое направление работ предусматривает применение в схеме УЗО резьбы НКТ радиальных УЗК на постоянной частоте [6]. Недостаток описанной в работе [6] схемы состоит в постоянном несоответствии функции распределения стоячих волн вдоль УЗИ форме кривой износа обрабатываемого участка резьбы НКТ, что негативно отражается на качестве УЗО резьбы. Поскольку задача технологии «НТС» заключается в достижении максимально высокого качества подготовки резьбы к эксплуатации, модифицирование резьбового участка НКТ производится в соответствии с кривой эксплуатационного износа. Для этого в отличие от описанной схемы с постоянной частотой регулировку частоты в ходе операции УЗО по технологии «НТС-Лидер» изменяют. Переход на использование нескольких резонансных частот собственных комплексных ультразвуковых колебаний инструмента, в том числе, продольно-крутильных или продольно-изгибных, обеспечивает такие варианты распределения амплитуд стоячих волн, которые в большей степени соответствуют кривой износа резьбы.
АЛГОРИТМ ОБРАБОТКИ
Способы и режимы обработки в течение одного цикла УЗО могут изменяться с помощью программы АСУ в зависимости от номера конкретного витка резьбы, его состояния и необходимой коррекции. Так, радиальные ультразвуковые или низкочастотные колебания могут подводиться как отдельно, так и совместно с продольными УЗК. Их режимы, такие, например, как частота и мощность, также подлежат регулировке. Кроме того, при необходимости в зону обработки вводится суспензия, содержащая износостойкий тонкодисперсный материал, который импрегнируется в резьбовую поверхность для дополнительного повышения ресурса соединения. Многолетняя практика сервисного обслуживания НКТ показала, что модифицирование резьбы металлизацией непосредственно после УЗО значительно повышает качество герметизации колонны НКТ, при этом потери от утечек сокращаются на 2-5 м3 в сутки.
Соотношение компонент радиальных и продольно-крутильных УЗК инструмента с наклонными пазами [2] изменяют регулировкой режима отдельного генератора, питающего сборку из пьезокерамических преобразователей, а также с помощью вариации частоты генератора, питающего магнитострикционный преобразователь. Путем регулирования мощности этих генераторов изменяют модуль их вектора, устанавливая, как в приведенном выше примере УЗОмуфты на частоте fу = 17,8 кГц, амплитуду колебаний Аи= 5±2 мкм. Перечисленные приемы позволяют обеспечить:
преимущественное воздействие УЗК на зону аномально изношенного витка, например, витка № 7 муфтовой резьбы, бывшей в эксплуатации (рис. 2), что приводит к пластическому деформированию вставной грани выступа витка № 6 и упорной грани выступа витка № 8; коррекцию формы зоны аномально изнашиваемого витка, например, витка №7 резьбы новой муфты, в сторону ее нормативно приработанной к ниппелю геометрии, что, в частности, приводит к повышению прочности соединения НКТ.
Для подготовки технологических колонн НКТ, применяемых службами по ремонту скважин, технологию и инструмент готовят индивидуально с учетом особенностей условий эксплуатации труб в конкретной нефтяной компании. Например, для НГДУ «Джалильнефть» целесообразно использовать преимущественно ультразвуковую лезвийную обработку (УЗЛО), т.е. обработку при минимальной длительности выстоев в стяжке и максимальном числе ввинчиваний-вывинчиваний УЗИ. В этом случае настраивают частоту генератора системы продольных колебаний УЗИ на два варианта регулировки: «частота продольно-крутильных колебаний Fпкк» и «частота радиальных колебаний Fрк». Режим «частота радиальных колебаний Fрк» соответствует параметрическому возбуждению радиальных УЗК на нулевой моде собственных колебаний кольца в его плоскости для входного кольцевого участка УЗИ-плашки. В этом случае появляется узколокализованный (в пределах четырех заходных витков резьбы) на УЗИ-метчике «излучатель радиальных колебаний», который, в соответствии с программой АСУ возможно «включить на Fрк» в любой момент цикла УЗО. Например, при ввинчивании сохраняют регулировку частоты f=Fпкк вплоть до достижения зоны первого «проблемного» витка №7 (рис. 2), когда регулировку меняют на f=Fрк. Затем, пройдя виток №7, восстанавливают регулировку частоты на f=Fпкк вплоть до достижения зоны второго «проблемного» витка № 11 (рис. 2), где регулировку меняют на f=Fрк и дают УЗО при выстое в течение заданного интервала времени. При вывинчивании УЗИ из муфты технологические переходы УЗО на f=Fпкк и f=Fрк повторяют в обратном порядке.
Модифицирование волнистости образующей среднего конуса резьбового участка НКТ, производимое с учетом средней кривой эксплуатационного износа высоты профиля выступов обрабатываемой резьбы НКТ, благоприятно воздействует на прочность резьбового соединения на изгиб.
РЕЗУЛЬТАТЫ ОБРАБОТКИ
В результате модифицирования микрогеометрии контактных зон плосковершинным суперфинишированием при повторном ввинчивании-вывинчивании резьбовых участков УЗИ и НКТ при обеспечении относительных продольно-крутильных и/или радиальных УЗК с модулем вектора амплитуды Аи= 5±2 мкм получено улучшение эксплуатационных свойств резьбовой поверхности по следующим контролируемым показателям:
по шероховатости, в частности, по параметру tp (относительная опорная длина профиля) получено увеличение в 6 раз по сравнению с показателями для НКТ в состоянии заводской поставки от ПНТЗ; по оперативно измеряемому параметру æ (критерий относительной фактической площади контакта (КФПК)). Показатель æ для УЗИ и ниппеля новой НКТ (ПНТЗ) увеличен в 30-40 раз по сравнению с исходным его значением, что определялось, в частности, по уменьшению переходного электрического сопротивления. Для пары «ниппель НКТ 73 (ПНТЗ) – резьбовой калибр-кольцо» показатель æ увеличен в 2 раза по сравнению со значением æ для пары, где ниппель новой трубы Sumitomo, аналогичной НКТ 73 ГОСТ P 52203-2004, представлял собой пример наиболее высококачественной суперфинишной обработки профиля резьбы.
Перечисленные эффекты ультразвукового воздействия приводят к тому, что долговечность резьбового соединения НКТ увеличивается в 5-10 раз по числу нормативных СПО. Повышается герметичность резьбовых соединений колонны НКТ, а потери дебита жидкости скважин от утечек в стыках НКТ в рассмотренных случаях снижаются на 2-5 м3 в сутки.
СПИСОК ЛИТЕРАТУРЫ
- Сароян А. Е. Статистическая оценка износа замкового соединения бурильных колонн / Сароян А. Е., Коган Р. Н. // Нефтяное хозяйство — 1971. — №8.
- RU 2270744 C2
- RU 2302934 С2
- RU 79478 U1
- Головкин В.В. Исследование влияния направления ультразвуковых колебаний на деформационное упрочнение поверхностного слоя резьбы при ультразвуковом нарезании // http://ntcnad.samgtu.ru/sites/ntcnad.samgtu.ru/fi- les/golovkin_vv_s1.docx
- Подорящий Д.А., Небогов С.М. НКТ с износостойкими резьбовыми соединениями для технологических операций // Современные технологии капитального ремонта скважин и повышения нефтеотдачи пластов. Перспективы развития: Сборник докладов 9-й Международной научно-практической конференции. – Геленджик, Краснодарский край, 12 мая – 17 мая 2014 г. – Краснодар, 2014.



Для отправки комментария вам необходимо авторизоваться.