
Втулки для защиты сварных швов марки CPS: результаты ОПИ и перспективы развития втулочной защиты
Компания «Си-Пи-Эс технолоджи» (CPS) занимается производством втулок, предназначенных для внутренней защиты сварного шва и обладающих рядом уникальных конструкционных особенностей. Действие втулки CPS основано на свойствах специального термоактивного материала, который расширяется при сварке и препятствует проникновению агрессивной среды в зону сварного шва за счет заполнения пространства между втулкой и трубой. После отработки технологии в лабораторных условиях и проведения серии стендовых испытаний в 2012 году втулки из термоактивного материала поступили в серийное производство. Начиная с 2013 года ОПИ оборудования проводятся на объектах крупнейших нефтяных компаний России, включая ПАО «Газпром нефть», ПАО «ЛУКОЙЛ» и др.

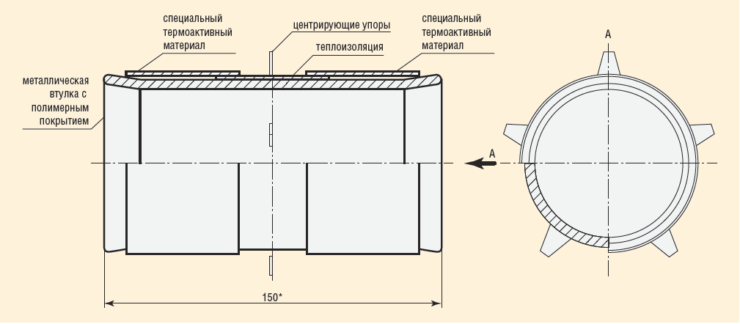
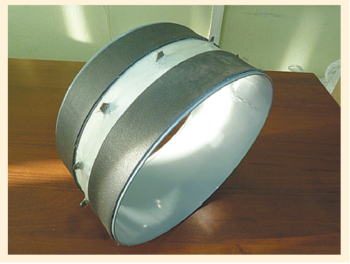
Предлагаемая нашей компанией технология представляет собой сваренную из тонкого листа стали металлическую втулку с порошковым антикоррозионным покрытием, теплоизоляцией в зоне сварного шва и упорами. В отличие от других видов подобного оборудования втулка CPS обладает одной уникальной особенностью – ее конструкция включает специальный термоактивный материал, который расширяется при сварке и заполняет пространство между втулкой и трубой, тем самым препятствуя проникновению агрессивной среды в зону сварного шва. К другим преимуществам технологии следует отнести малый вес оборудования, незначительное сужение проходного сечения, отсутствие ограничений на применение при высоких давлениях в трубопроводе, длительный срок гарантийного хранения, отсутствие эпоксидной мастики и ограничений на выполнение монтажных работ при отрицательных температурах (рис. 1, 2).
ОПИ ВТУЛОК CPS В ФИЛИАЛЕ «ГАЗПРОМНЕФТЬ-МУРАВЛЕНКО»
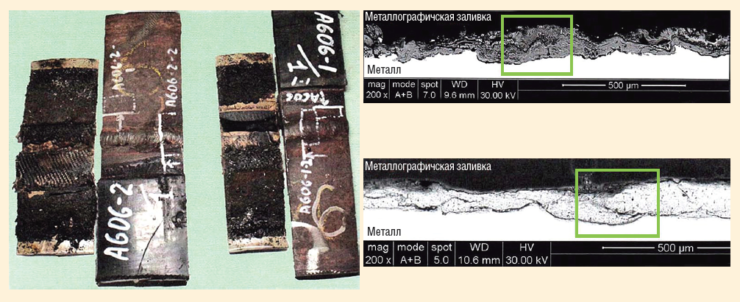
Опытно-промышленные испытания втулок марки CPS начались в октябре 2013 года на полигоне Сугмутского месторождения (филиал «Газпромнефть-Муравленко»). Специально для проведения испытаний мы изготовили фланцы с приварными катушками и внутренним антикоррозионным покрытием. Непосредственно на технологической площадке фланцы были сварены друг с другом с установкой в зоне сварного шва втулки CPS-219х6. Получившиеся катушки были размещены на нефтепроводе. Впоследствии в октябре 2014 года они были демонтированы, осмотрены, а образцы сварных швов с установленной втулкой по требованию заказчика отправлены на исследование в «Самарский ИТЦ» для проведения комплексной оценки протекторных свойств втулки (рис. 3).

В лабораторных условиях были сделаны контрольные шлифы, определено максимальное коррозионное разрушение, составившее от 20 до 100 мкм, и основные его источники – преимущественно оксиды и сульфиды на сварном шве и околошовной зоне. Следует отметить, что 100 мкм – это локальная толщина продуктов коррозии, в среднем же она составляет порядка 50 мкм. Оборудование испытывалось в среде с повышенной агрессивностью (высокая степень обводненности – около 70%, наличие углекислоты и сероводорода), что следует из анализа продуктов коррозии. Скорость коррозии труб без антикоррозионной защиты достигала 1 мм/год. Таким образом, использование втулок позволило в десять раз замедлить скорость коррозии при ее максимальной величине (100 мкм) и в 20 раз – при основной (50 мкм) (рис. 4).
Результаты ОПИ признаны успешными, а сама втулка рекомендована к использованию на промысловых нефтепроводах ОАО «Газпром нефть».
ОПИ ВТУЛОК CPS В ООО «ЛУКОЙЛ-ЗАПАДНАЯ СИБИРЬ»
В апреле 2014 года стартовали ОПИ оборудования на объектах ООО «ЛУКОЙЛ-Западная Сибирь». С помощью деталей и труб с внутренним покрытием и втулок CPS был обвязан агрегат №1 в составе БКНС11 (рис. 5). Из ключевых особенностей данных ОПИ можно отметить следующие: высокое давление в выкидной линии (до 163 бар), высокие скорости потока (по расчетам до 7 м/с) и использование переходных втулок CPS-114×12/10. Последнее нельзя назвать принятой практикой, но периодически такая необходимость возникает, поэтому нам очень важно было посмотреть на результаты эксплуатации именно переходных втулок.

Наша компания поставила только необходимые втулки, в то время как трубы и детали с покрытием были предоставлены заказчиком. Непосредственно на площадке насосной станции была собрана технологическая обвязка агрегата с установкой в зоне сварных швов втулок CPS-114х10, CPS-114х12 и переходных CPS-114х12/10. В апреле 2015 года один отвод был демонтирован, и два образца сварных швов с установленной втулкой были отправлены на исследование в «НПЦ Самара» для выполнения комплексной оценки протекторных свойств втулки.
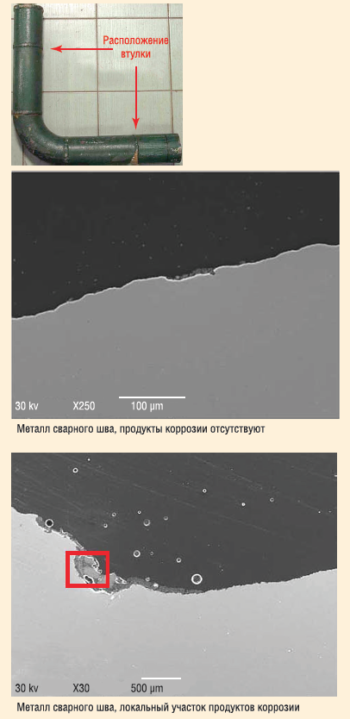
После визуального осмотра в лаборатории, в ходе которого удалось подтвердить целостность втулки, ее покрытия и термоактивного материала были сделаны контрольные шлифы из зоны сварного шва. При исследовании шлифов продукты коррозии от перекачиваемой среды обнаружены не были за исключением малых локальных участков оксидов, которые, видимо, образовались при сварке. В итоге компания-заказчик признала результаты ОПИ втулок CPS в системе ППД успешными (рис. 6).
ОПИ ВТУЛОК CPS В ООО «ЛУКОЙЛ-КОМИ»
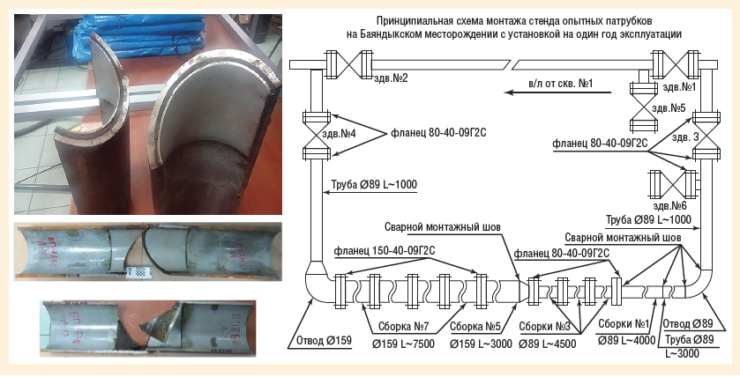
В рамках заключенного договора о научно-техническом сотрудничестве с филиалом ООО «ЛУКОЙЛИнжиниринг» «ПечорНИПИнефть» в г. Ухте в декабре 2013 года ОПИ втулок CPS были проведены на полигоне Баяндынского месторождения, разрабатываемого ООО «ЛУКОЙЛ-Коми». Координатором ОПИ стал проектный институт «ПечорНИПИнефть». Наша компания предоставила катушки с установленными втулками CPS-159х8, которые были смонтированы на стенде и демонтированы в январе 2015 года, после чего также отправлены для исследования в «НПЦ Самара» (рис. 7).
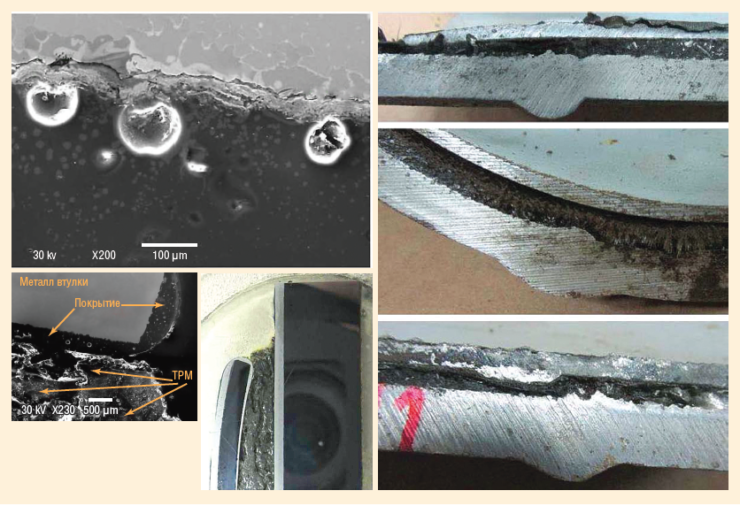
В результате визуального осмотра была подтверждена целостность втулки, покрытия и термоактивного материала. Далее по уже отработанной схеме были сделаны контрольные шлифы для детального исследования на предмет коррозии. Следов сплошной коррозии обнаружено не было – только локальные следы сульфидов. Максимальная величина коррозии на данных локальных участках составила около 30 мкм, что соответствует скорости коррозии примерно 0,04 мм/год. Это, в частности, свидетельствует о высоких барьерных свойствах втулок марки CPS в высокоагрессивной среде. Согласно представленным заказчиком данным, содержание сероводорода в транспортируемой среде достигало 3500 ppm, а скорость внутренней коррозии составила 0,7 мм/год. На основании результатов ОПИ было получено положительное заключение о защитных свойствах втулок CPS (рис. 8).
ВЫВОДЫ ПО ИТОГАМ ОПИ
Проведенные ОПИ втулок CPS позволили сделать несколько выводов. Так, во-первых, даже при попадании в зону сварного шва агрессивной среды коррозионные процессы не развиваются вследствие отсутствия постоянного притока агрессивных компонентов перекачиваемой среды.
Во-вторых, высокое давление в трубопроводе не оказывает влияния на работоспособность втулки CPS. В том числе это означает, что втулки предлагаемой конструкции могут применяться в системах поддержания пластового давления.
В свою очередь, возможное неравномерное расширение термоактивного материала, которое было отмечено некоторыми нашими заказчиками, как и предполагалось ранее, не влияет на работоспособность втулки CPS.
Еще один важный вывод: под воздействием нефтегазоводяной эмульсии термоактивный материал не растворяется, не разрушается и сохраняет адгезию к металлу трубы и втулки даже при наличии больших зазоров между втулкой и трубой.
И, наконец, результаты ОПИ также подтвердили, что применение втулок марки CPS позволяет значительно замедлить или предотвратить развитие коррозионных процессов в зоне сварного шва, обеспечивая ее защиту до 20 лет эксплуатации трубопровода.
ПЕРСПЕКТИВЫ ВТУЛОЧНОЙ ЗАЩИТЫ В РОССИИ
В заключение хотелось бы затронуть один важный вопрос касательно перспектив втулочной защиты сварных швов трубопроводов с покрытием. Даже поверхностный анализ рынка устройств и способов защиты внутреннего сварного шва показывает, что подавляющее лидерство на рынке занимает технология защиты шва с помощью втулок различной конструкции. Альтернативные способы представлены недостаточно, наиболее распространенными из них стали металлизация стыков, подклейка специальных манжет на стык изнутри и нанесение АКП на зону сварного стыка с помощью автоматических или полуавтоматических систем.
Вместе с тем массовое применение данных методов сдерживается целым рядом факторов. В случае металлизации это недостаточная надежность и отсутствие статистики испытаний метода. У метода нанесения внутреннего бандажа отсутствует опыт практического применения в виду высокой сложности данной технологии. Развитию технологий по нанесению АКП на зону сварного стыка изнутри, также не уделяется серьезного внимания ни нефтегазодобытчиками, ни венчурными инвесторами, ни учеными и производственниками.
Исходя из этого, можно предположить, что в ближайшие годы альтернативы втулочной защите, рассчитанной на массовое внедрение, не предвидится. Это подтверждает и наблюдаемый в этом году бурный рост разработок втулок различных конструкций, зачастую весьма экзотических (например, раздвижные втулки с резиновым уплотнением или втулки с закачкой эпоксидной смолы в межтрубное пространство) или основанных на методах, отвергнутых ученым сообществом еще во времена СССР (например, с использованием нержавеющей стали в зоне сварного шва).



Для отправки комментария вам необходимо авторизоваться.