
Практика борьбы с осложнениями при механизированной добыче в ООО «РН-Ставропольнефтегаз»
В ООО «РН-Ставропольнефтегаз» подавляющее большинство скважин оборудовано УЭЦН. В связи с этим остро стоит проблема борьбы с осложнениями на мехфонде.
В статье рассмотрены виды осложнений и способы борьбы с ними, а основное внимание уделено проблеме коррозии НКТ.

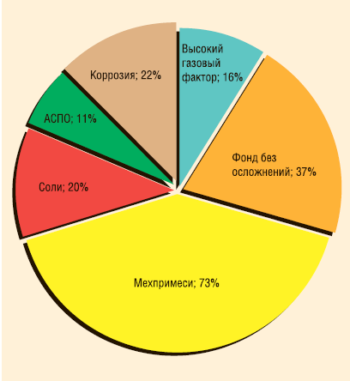
Основная часть добывающего фонда ООО «РНСтавропольнефтегаз» – 300 скважин, или 91%, оборудована УЭЦН, остальные скважины эксплуатируются фонтанным способом. На скважины с УЭЦН приходится и основная суточная добыча (97 %). В связи с этим особую актуальность приобретает проблема борьбы с осложнениями на механизированном фонде. К осложняющим факторам, встречающимся на месторождениях компании как отдельно, так и комплексно, относятся (рис. 1):
- солеотложения;
- АСПО;
- повышенный вынос взвешенных частиц;
- высокая пластовая температура;
- высокий газовый фактор;
- коррозия.
АСФАЛЬТОСМОЛОПАРАФИНОВЫЕ ОТЛОЖЕНИЯ
В ООО «РН-Ставропольнефтегаз» 10% фонда скважин, оборудованных ЭЦН (32 единицы), осложнены АСПО. В настоящее время весь фонд защищен от данного вида осложнений: на 17 скважинах осуществляется скреперование внутренней полости НКТ в интервале 0-900 м, в 15 скважинах спущены электронагревательные кабели.
СОЛЕОТЛОЖЕНИЯ
На долю солеотложений приходится 25% (74 скважины) осложненного фонда компании. Отложения солей распространены как на рабочих органах УЭЦН, так и внутри НКТ, в выкидных линиях и нефтесборных коллекторах. На 33 скважинах (45%) целевого фонда с помощью дозаторных установок типа УДПХ, УДЭ, УБПР обеспечена подача ингибитора ВРХ производства компании «ТЕХНОТЭК» в затрубное пространство. Ранее применялись реагенты других типов – СНПХ-5312Т и «Акватек 511М». Также в компании используются погружные скважинные контейнеры с ингибиторами солеотложений.
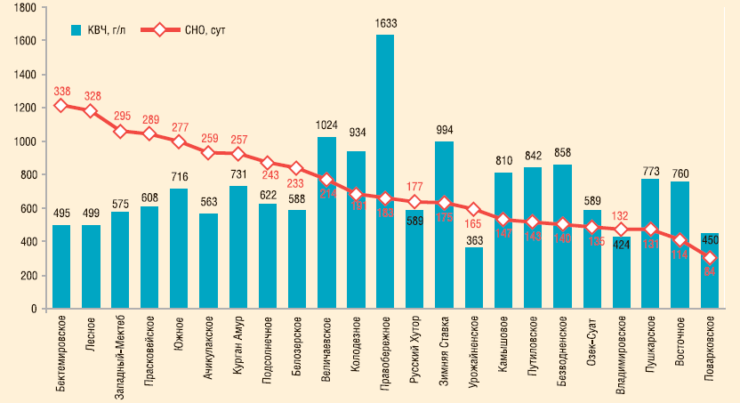
ПОВЫШЕННЫЙ ВЫНОС МЕХАНИЧЕСКИХ ПРИМЕСЕЙ
В настоящее время на основных месторождениях компании наблюдается следующая картина: вынос взвешенных частиц растет, а наработка на отказ ГНО снижается – по 73% скважин КВЧ превышает 500 мг/л. Наибольший вынос КВЧ наблюдается на Правобережном месторождении – 1633 г/л (рис. 2). В ООО «РН-Ставропольнефтегаз» применяется ГНО только 2 группы исполнения.
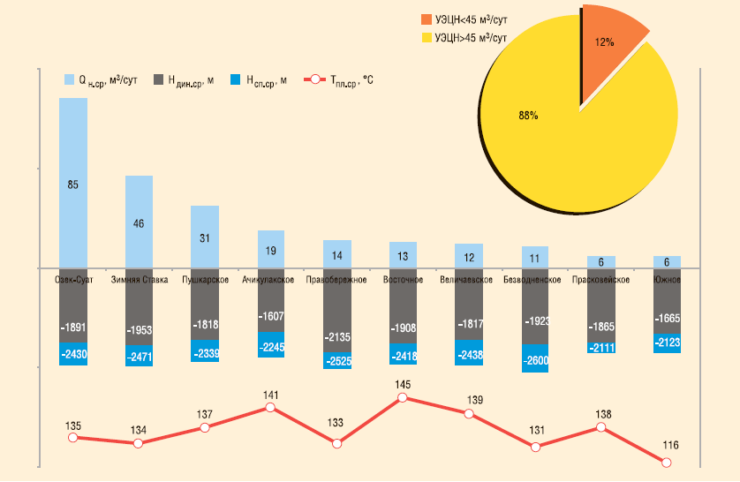
ВЫСОКИЕ ПЛАСТОВЫЕ ТЕМПЕРАТУРА И ДАВЛЕНИЕ
Как известно, регион восточного Предкавказья осложнен такими факторами, как аномально высокие пластовые температура и давление. Не исключение и ряд месторождений ООО «РН-Ставропольнефтегаз» (рис. 3). Эти месторождения характеризуются низкими дебитами скважин, значительными глубиной спуска насоса (2,5 тыс. м) и динамическим уровнем (порядка 2 тыс. м), а также аномально высокой пластовой температурой – в среднем около 145°С, на отдельных месторождениях и скважинах – до 150-152°С. Для работы в таких условиях мы применяем вентильные, низконагруженные ПЭД. Из-за малых диаметров эксплуатационных колонн пришлось отказаться от использования кожухов ПЭД.
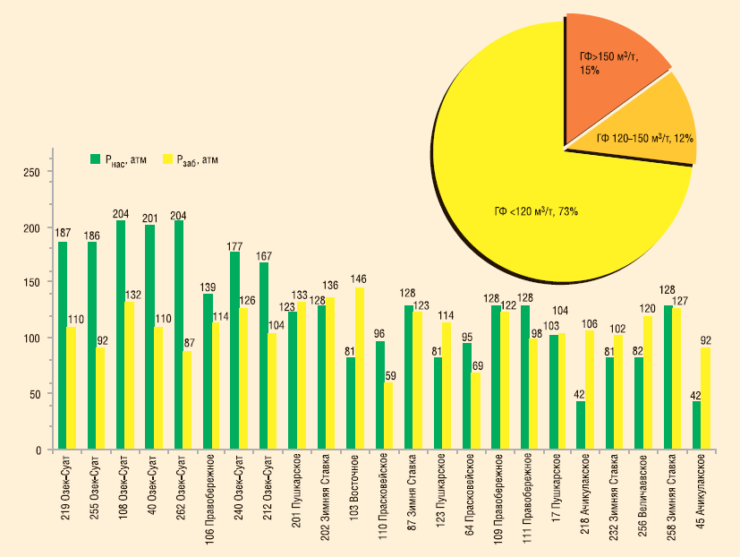
ВЫСОКИЙ ГАЗОВЫЙ ФАКТОР
Эксплуатация многих месторождений ООО «РНСтавропольнефтегаз» осложнена высоким газовым фактором. На рис. 4 представлен ряд скважин с осложненного фонда, где разница между давлением насыщения и забойным давлением весьма существенна, что при значительном газовом факторе до 300 м3/т осложняет эксплуатацию скважин с помощью ЭЦН. Постоянные срывы подачи из-за большого количества свободного газа на приеме УЭЦН, перегревы, доливы и промывки УЭЦН значительно снижают срок службы погружного оборудования.
Эксплуатация данного фонда скважин осуществляется с помощью ЭЦН с частотно-регулируемыми приводами, применяются современные газосепараторы и диспергаторы.
КОРРОЗИЯ
Коррозия – одна из самых серьезных проблем, возникающих при эксплуатации скважин в ООО «РН-Ставропольнефтегаз». Наибольшие проблемы создает коррозия ПЭД и НКТ. В ряде случаев сквозная коррозия ПЭД наблюдалась уже через 60 суток работы. В настоящий момент проводятся подконтрольные испытания плазменного покрытия двигателя. Кроме того, для защиты УЭЦН мы выполняем подачу реагента в затрубное пространство, в то время как подача ингибитора на прием насоса не осуществляется в виду маленьких диаметров обсадных колонн.
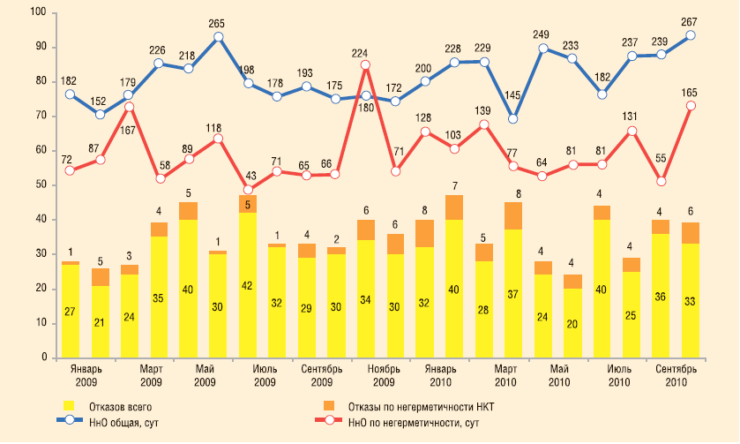
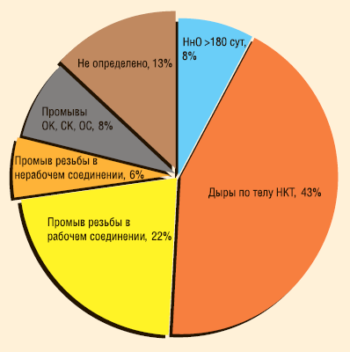
Проблему коррозии НКТ хотелось бы рассмотреть более подробно. На рис. 5 приведена динамика отказов оборудования по причине негерметичности НКТ за период с начала 2009 по октябрь 2010 года: доля отказов из-за НКТ за рассматриваемый период составила 15% общего числа отказов, СНО – 98 сут. К основным причинам отказов по НКТ относятся дыры по телу трубы (43%), промыв резьбы в рабочем соединении (22%) (рис. 6).
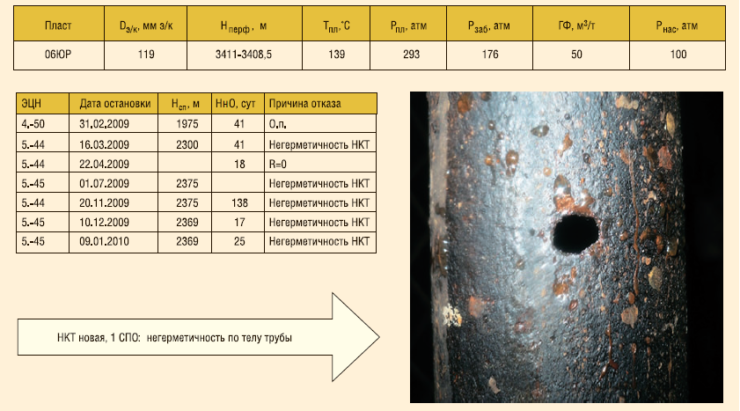
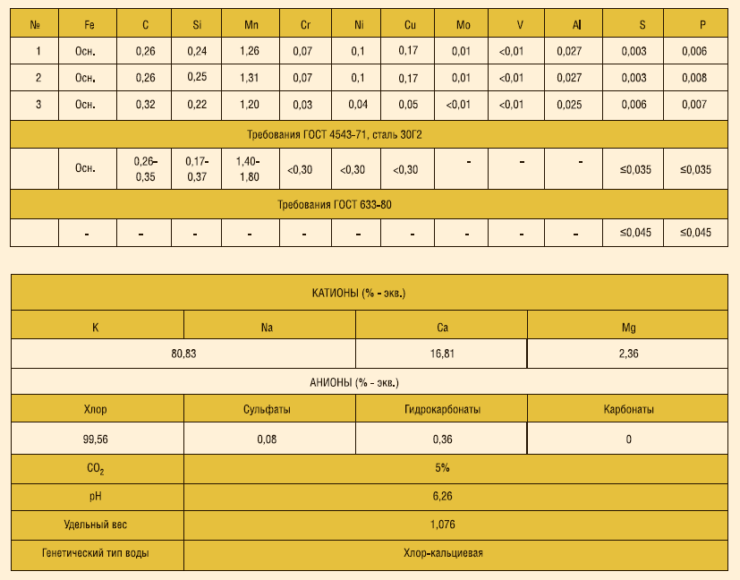
Подверженные коррозии скважины характеризуются очень малой НнО НКТ (рис. 7). Выполнив ряд иссле-дований образцов новой НКТ, отказавшей на скв. № 212 месторождения Озек-Суат (рис. 8), мы обнаружили, что коррозия имела место, несмотря на полное соответствие трубной стали требованиям ГОСТ 4543-71 и ГОСТ 633-80 для НКТ. Результат исследований проб пластовых флюидов показал, что коррозионное поражение НКТ произошло в связи с повышенным содержанием СО2.
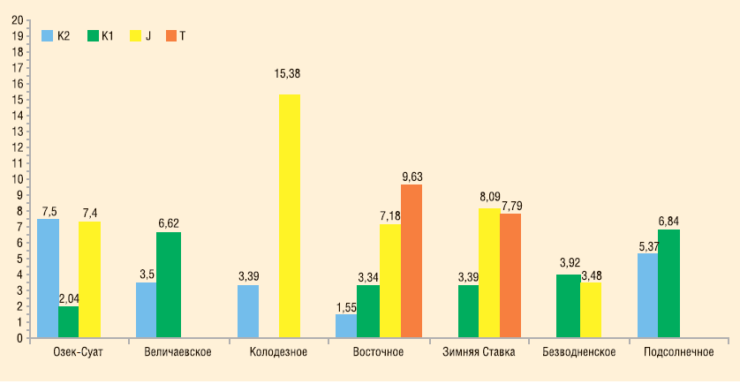
Повышенное содержание СО2 на месторождениях компании наблюдается в основном в отложениях юрского и триасового периодов (рис. 9) Относительно невысокое содержание СО2 в меловых отложениях «компенсируется» высокими газовым фактором, пластовыми температурами и рядом других осложняющих факторов, выступающих в роли катализаторов процессов коррозии.
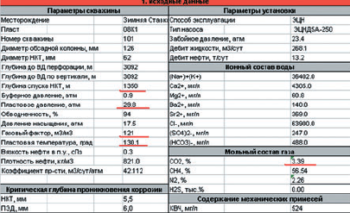
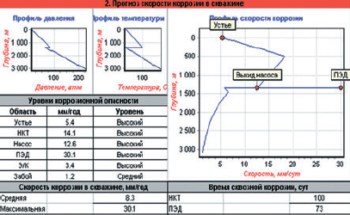
Имея на руках подробные данные, можно в программном комплексе RosPump прогнозировать скорости коррозии и отложения солей при подборе погружного оборудования. Исходные данные и протокол подобного расчета приведены на рис. 10, 11.
В целях борьбы с коррозией НКТ в ООО «РН-Ставропольнефтегаз» приступили к внедрению труб из стали с 5%-ным содержанием хрома производства «Первоуральского новотрубного завода». По состоянию на октябрь 2010 года суммарная наработка на отказ составила 264 суток. В настоящий момент ожидается поставка партии НКТ группы прочности N80 с 13%-ным содержанием хрома для проведения дальнейших испытаний.



Для отправки комментария вам необходимо авторизоваться.