
Опыт эксплуатации ВЭД, ЭЦН 5-й группы
Курс на динамичное увеличение МРП добывающего фонда, средней наработки на отказ (СНО) УЭЦН, который многие российские добывающие компании реализуют все последние годы, требует применения новых высокоэффективных технических решений. В прошедшие несколько лет на добывающих предприятиях ТНК-ВР внедрялся ряд новых разработок компании «Борец», в том числе погружные вентильные электродвигатели, ЭЦН 5-й группы и модульные фазопреобразователи. К широкомасштабному внедрению готовятся вихревые газосепараторы. В предлагаемом вашему вниманию материале проанализированы результаты эксплуатации этого оборудования, обобщен полученный опыт, а также результаты сравнительных стендовых и других испытаний.

ВЕНТИЛЬНЫЙ ПРИВОД
История внедрения погружных вентильных электродвигателей (ВЭД) производства ПК «Борец» началась в 2005 году в ОАО «ТНК-Нижневартовск». С тех пор компанией «Борец» произведено уже более тысячи приводов этого типа, половина которых эксплуатируются в скважинах основного заказчика, ТНК-ВР.
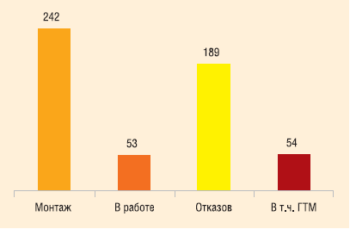
В течение четырех лет на промыслах Нижневартовской группы предприятий ТНК-ВР: ОАО «СНГДУ-2», ОАО «ТНК-Нижневартовск» (ТНК-НВ) и ОАО «Варьеганнефтегаз» (ВНГ) было проведено 242 монтажа новых установок, из которых на начало 2011 года 53 оставались в работе (рис. 1). Общая средняя наработка новых ВЭД составила 606 сут, средняя наработка 189 отказавших установок по разным причинам – 353 сут, а максимально достигнутая наработка составила 847 сут.
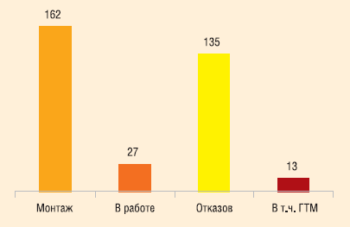
Кроме того, за тот же период выполнено 162 монтажа новых ВЭД на фонде ОАО «ТНК-Нягань» (рис. 2). По состоянию на начало текущего года из этого числа продолжали работать 27 установок. Общая средняя наработка составила 212 сут, средняя наработка отказавших установок по разным причинам – 206 сут, максимальная – 858 сут.
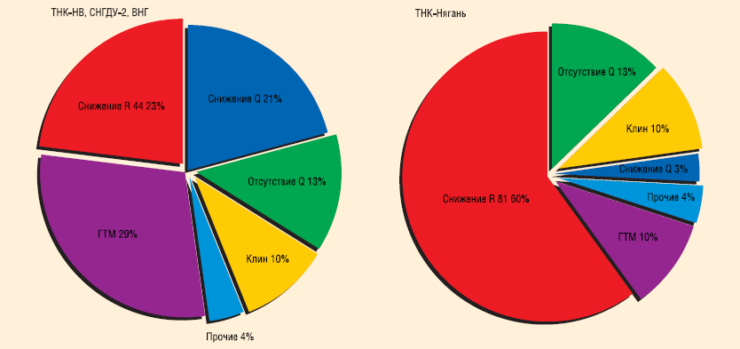
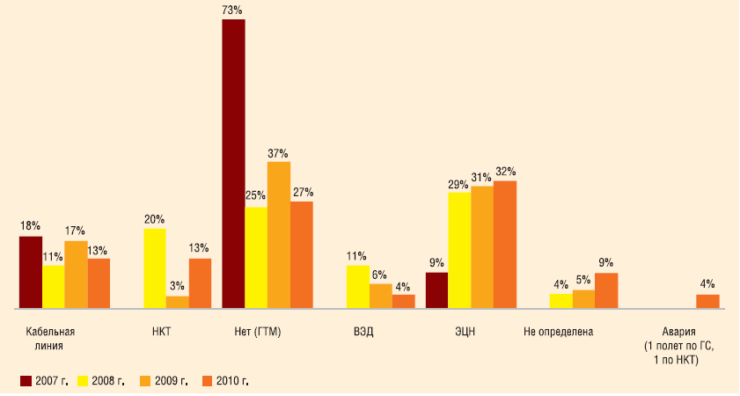
Если исключить подъемы, связанные с ГТМ, то основной причиной отказов установок с ВЭД в скважинах как Нижневартовского, так и Няганского регионов стало нарушение изоляции системы «Кабель – ВЭД» (рис. 3). Причем если в случае Нижневартовска доля таких подъемов составила только 23%, то в Нягани отказы из-за ухудшения изоляции достигают 60% от общего числа подъемов. В то же время процент отказов по причине нарушения изоляции ВЭД (в том числе по вине гидрозащиты) примерно одинаковый, а основная часть проблем связана с кабельной линией.
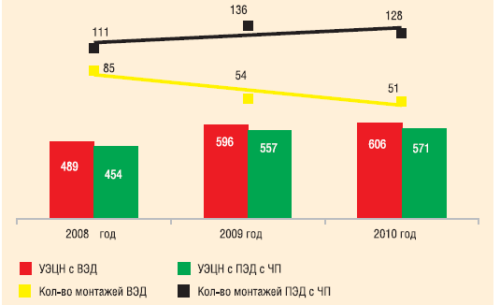
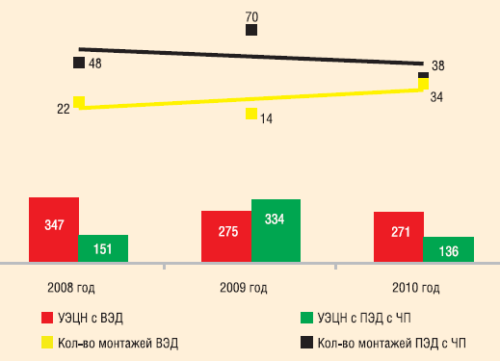
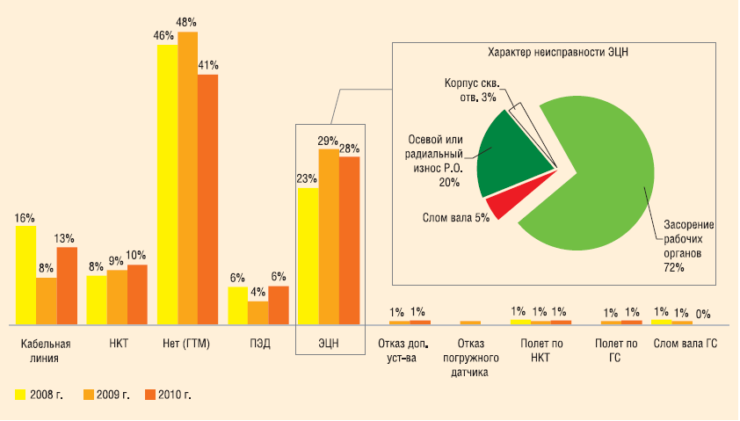
Сравнительный анализ результатов эксплуатации УЭЦН с ВЭД и асинхронными ПЭД с частотными преобразователями (ЧП) в СНГДУ-2, ТНК-НВ и ВНГ начиная с 2008 года показывает более высокие наработки установок с ВЭД (рис. 4). Учитывались только новые установки. В свою очередь, рассчитанная по Нижневартовским предприятиям ТНК-ВР доля остановок скважин по отказам ВЭД также снижается (рис. 5).
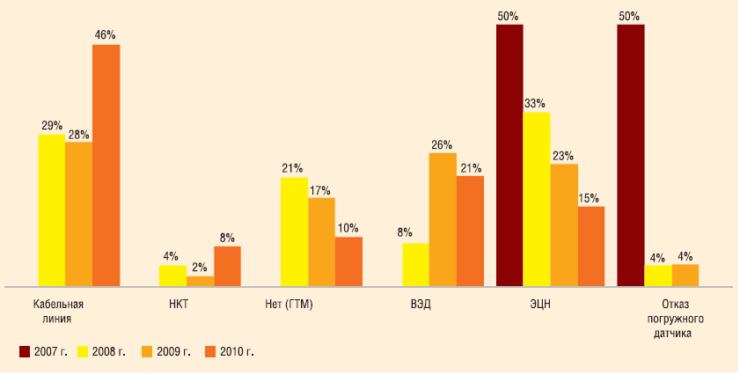
На фоне «ТНК-Нягань» о выраженной положительной динамике показателей ВЭД пока говорить преждевременно, но результаты прошлого года выше предыдущих (рис. 6 и 7).
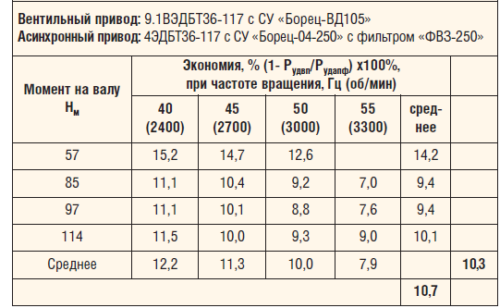
В анализе эксплуатации фонда не отслеживаются данные по энергозатратам. Между тем проведенные при участии специалистов ТНК-BP сравнительные испытания показали преимущества ВЭД в этом отношении (табл. 1). В среднем экономия составляет 10% с увеличением до 15% при снижении скорости вращения вала и снижении загрузки двигателя.
Наша компания постоянно ведет работу по совершенствованию конструкции ВЭД. В начале 2009 года был заменен тип применяемых в роторе магнитов. В июле 2010 года мы изменили конструкцию и схему расположения подшипников, а также схему стопорения роторных пакетов.
ЭЦН 5-й ГРУППЫ
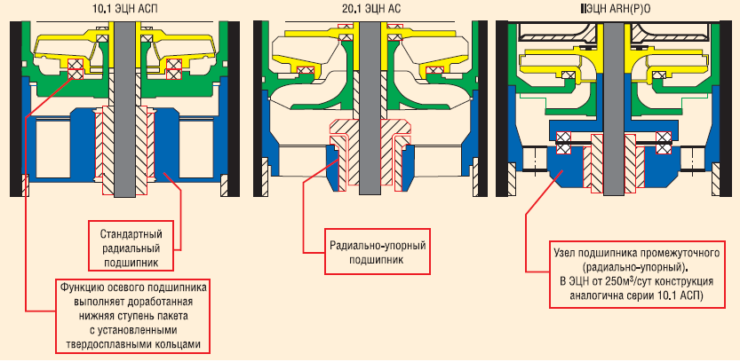
Принципиальным отличием «пакетной» схемы от традиционной с «плавающими» ступенями является установка групп (пакетов) по 10–15 ступеней, в которых рабочие колеса имеют ограниченную возможность взаимного перемещения из-за минимальных зазоров между их ступицами. Это обеспечивает по мере износа опорных шайб рабочих колес смыкание всех рабочих колес пакета в плотную «гребенку» и передачу их суммарной осевой нагрузки на групповую осевую опору с парой трения из твердых сплавов или карбида кремния. Групповая радиально-осевая опора конструктивно выполняется в виде отдельного подшипника или встраивается в нижний направляющий аппарат пакета. Ограниченный шаг установки радиально-осевых опор пакета обеспечивает также сохранение радиальной устойчивости ротора насоса даже в случае повышенного износа
радиальных опор ступеней при перекачивании пластовых сред с предельным или кратковременно аномальным содержанием механических примесей.
Изначально были разработаны три конструкции ЭЦН пакетной сборки. По результатам внедрения в 2008 году с последующей подконтрольной эксплуатацией была определена наиболее надежная конструкция, на основе которой с 2009 года изготавливается унифицированная серия насосов пакетной сборки (рис. 8).
Пакетная сборка ступеней разгружает шайбы рабочих колес от осевой нагрузки, чему в том числе способствует оригинальная конструкция радиальноупорных подшипников из твердого сплава (рис. 9).

Такая конструкция в форме втулки грибкового типа обладает рядом достоинств. Во-первых, такие подшипники выдерживают как осевые, так и радиальные нагрузки. Во-вторых, конструкция подшипника ограничивает попадание абразива в его рабочую область, тем самым обеспечивая повышенную надежность подшипника.
За прошедшие четыре года значительное число насосов 5-й группы – 582 установки – были внедрены на Нижневартовских предприятиях ТНК-ВР – СНГДУ-2, ТНК-НВ и ВНГ (рис. 10). К началу 2011 года средняя наработка на отказ составила 663 сут, максимальная наработка – 854 сут.
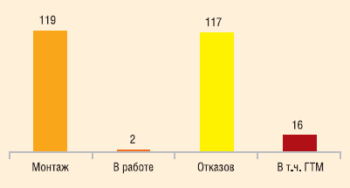
В Нягани за тот же период проведено 119 монтажей (рис. 11). К началу 2011 года в работе оставались две УЭЦН; средняя наработка на отказ составила 942 сут, максимальная наработка – 958 сут.
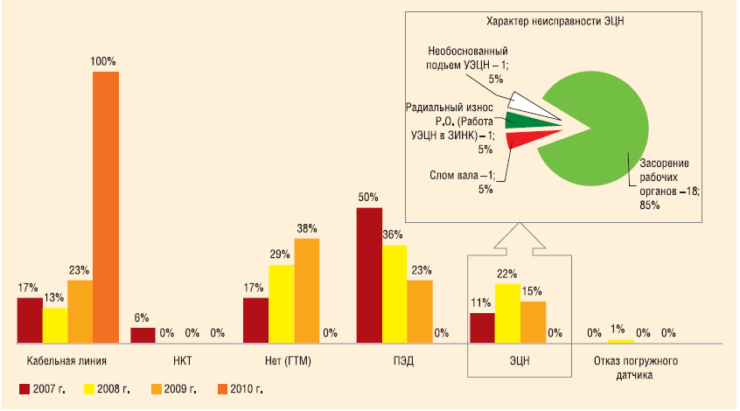
Из общего количества отказов УЭЦН с насосами 5-й группы в среднем в 12% случаев в Нягани и в 26% случаев в Нижневартовске первым отказавшим узлом становился ЭЦН. Основной причиной выхода из строя ЭЦН в обоих регионах было засорение рабочих органов – 72% и 85% случаев соответственно. На отказы по причине слома вала приходится 5% случаев (рис. 12 и 13).
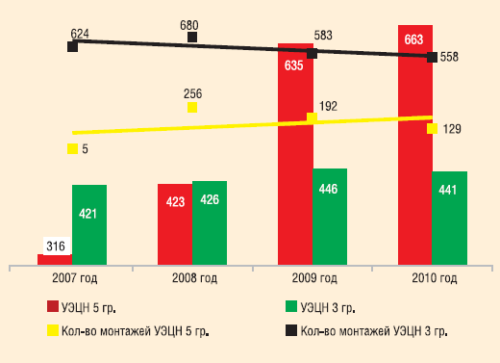
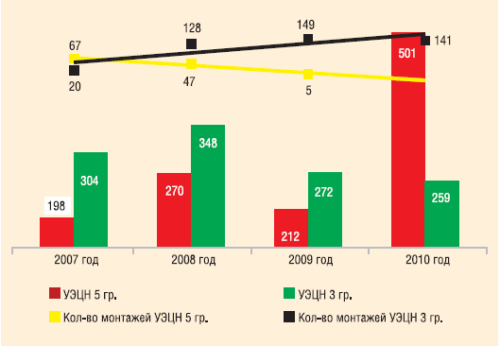
Сравнительный анализ средней наработки на отказ УЭЦН 3-й и 5-й групп (новое оборудование) со всей очевидностью показывает преимущество последней (рис. 14 и 15). В последние два года произошел существенный рост наработки при почти одинаковом количестве отказов.
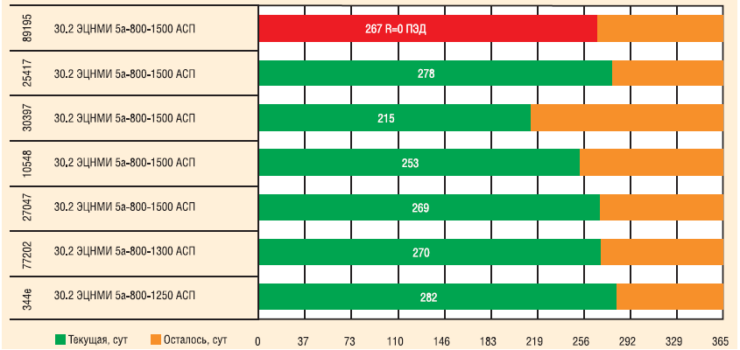
Помимо этого, с апреля 2010 года в «Самотлорнефтегазе» проводится подконтрольная эксплуатация семи насосов пакетной сборки типа 30.2ЭЦНМИ5А-800-1500 АСП. В настоящий момент шесть установок остаются в работе, одна с двигателем другого производителя отказала по причине R=0 ПЭД, отработав 267 сут (рис. 16).
ИСПЫТАНИЯ НА ИЗНОСОСТОЙКОСТЬ
Компания «Борец» провела в РГУ им. И.М. Губкина сравнительные испытания насосов 5-й и 3-й групп производительностью 50 и 400 м3/сут по методике, разработанной специалистами университета.
Методика проведения испытаний включала:
- два цикла по 10 часов каждый, при которых содержание мехпримесей в прокачивавшейся через насосы жидкости постепенно возрастало с 2 г/л в первый час до 40 г/л в последний час. Изменение КВЧ производили через каждый час без остановки испытаний с использованием смеси кварцевого песка и проппанта в соотношении 50/50. Периодически в течение одного часа с последующим перерывом на один час на прием газосепаратора подавался воздух из расчета 25% по объему;
- двадцатичасовой цикл испытаний на износ ЭЦН5-50-500 3-й группы с плавающими рабочими колесами показал характерный износ (рис. 17). Все рабочие колеса (РК) и направляющие аппараты (НА) были незначительно засорены частями карбонитовых шайб.
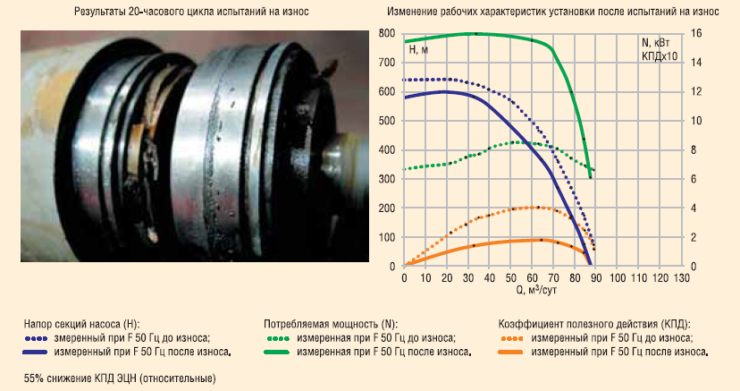
У части РК наблюдался характерный конический износ ступиц, местами до шпоночного паза. Карбонитовые шайбы отсутствовали. На направляющих аппаратах наблюдался износ опор в местах сопряжения с опорными шайбами РК. Также фиксировался износ ступиц НА, РК и защитных втулок вала. После дефектации и разбора насос вновь собрали, после чего была снята напорно-расходная характеристика (НРХ). Относительное снижение КПД насоса по сравнению с паспортным значением в номинале составило 55%.
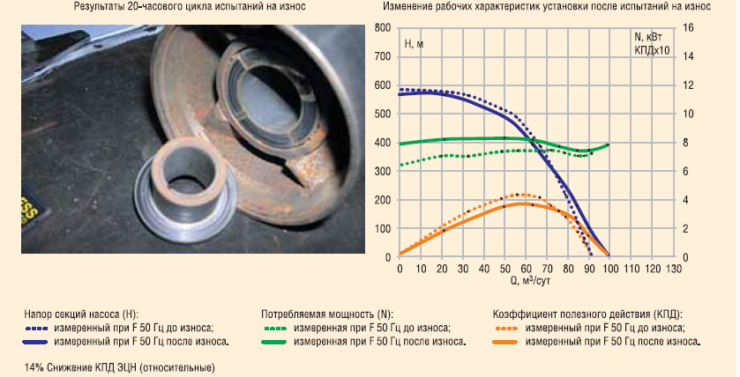
После аналогичных испытаний ЭЦН5-50 5-й группы у втулки нижнего радиального подшипника наблюдался незначительный характерный износ (рис. 18). У втулок каждого первого НА пакетов и ступиц РК – конический износ. Незначительный износ был отмечен у втулки верхнего радиального подшипника и предшествующих втулок. Точно так же после испытаний сняли НРХ, получили относительное снижение КПД на 14%, против 55% по 3-й группе.

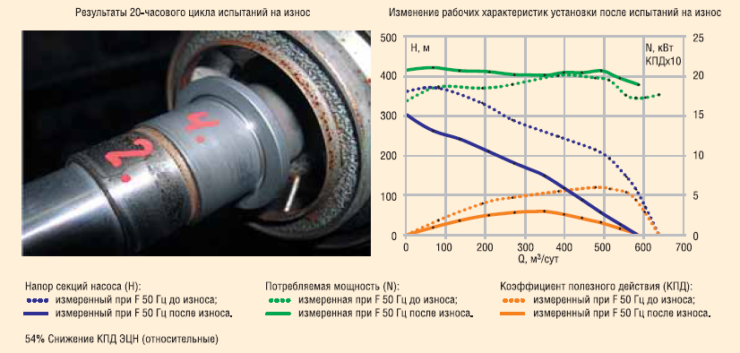
После испытаний на износостойкость ЭЦН5А-400 3-й группы НРХ снять не удалось в связи с высоким уровнем вибрации и значительным износом (рис. 19). После испытаний вал не вращался, втулки подшипников имели характерный износ, многие РК имели разрушение ступицы. Значительному износу подверглись НА в местах сопряжения с рабочими колесами.
Насос пакетной сборки показал себя гораздо лучше (рис. 20). Износ также наблюдался, но был незначительным. После дефектации вращение вала оставалось свободным, у втулок промежуточных подшипников наблюдался незначительный износ, у некоторых РК была изношена или разрушена ступица при частичном отсутствии опорных шайб. Был также отмечен незначительный износ НА с частичным их засорением фрагментами текстолитовых шайб. Относительное снижение КПД составило 54%.
МОДУЛИ НАСОСНЫЕ ФАЗОПРЕОБРАЗОВАТЕЛИ ТИПА МНФБ
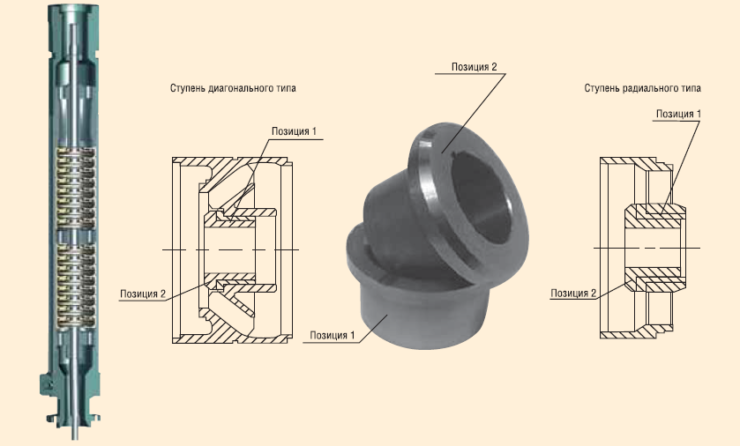
Модули насосные фазопреобразователи (МНФБ) представляют собой предвключенные секции насоса, которые предназначены для подготовки и проталкивания газожидкостной смеси через основной насос с определенным давлением. МНФБ диспергируют газ, уменьшая его свободный объем и обеспечивая его полезную работу за счет снижения плотности газированного столба жидкости в НКТ.
В настоящее время изготавливаются три типа МНФБ: первый – на базе радиальных ступеней, второй – на базе диагональных и третий – на базе осевых ступеней (рис. 21). Выпускаемая линейка преобразователей перекрывает практически весь диапазон подач изготавливаемых насосов.
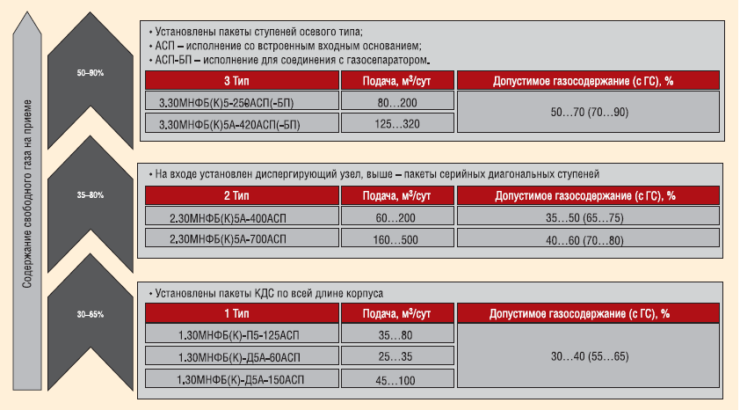
Все МНФБ собираются по схеме пакетной сборки без осевой опоры вала. Их существенное преимущество по сравнению с газосепараторами заключается в исключении размыва корпуса при длительной эксплуатации.
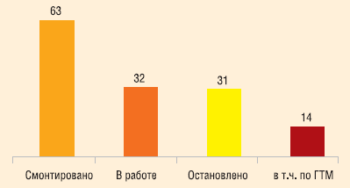
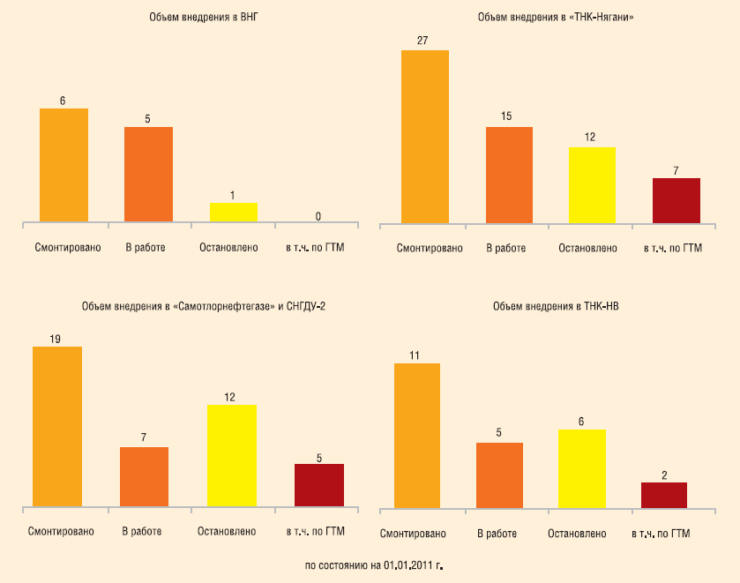
К середине февраля 2011 года общий объем внедрения МНФБ на предприятиях ТНК-ВР составил более 60 единиц, из которых в работе оставались 32 установки (рис. 22). Больше всего модулей было смонтировано в «ТНК-Нягани» (рис. 23).
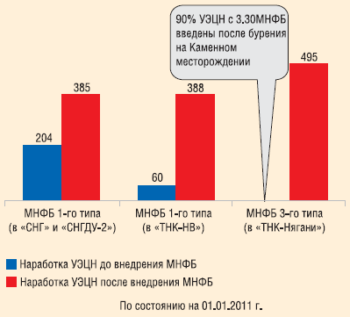
По результатам эксплуатации, наработка УЭЦН с МНФБ значительно превысила среднюю наработку на отказ установок без фазопреобразователей (рис. 24). В «Самотлорнефтегазе» и ТНК-НВ эксплуатировались МНФБ первого типа. Третий тип модулей применялся только в «ТНК-Нягани». Сравнение с наработкой по предыдущим установкам сделать не удалось, поскольку основная часть МНФБ монтировались здесь в скважинах, введенных после бурения на Каменном месторождении.
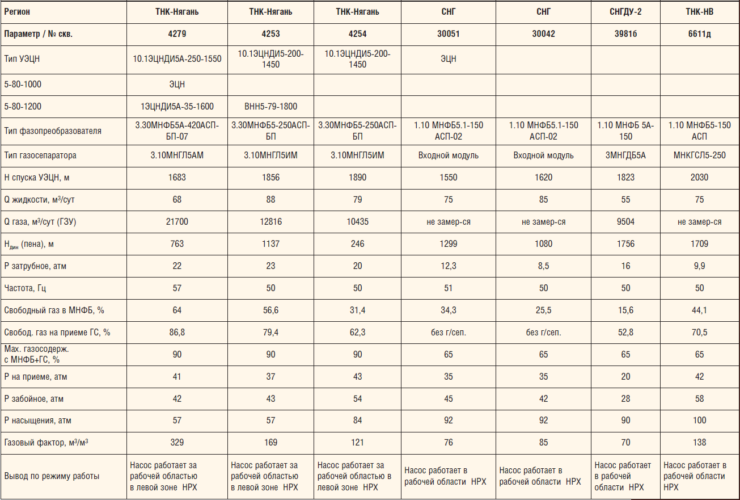
В ходе проведения подконтрольной эксплуатации проявили себя некоторые преимущества насосных систем с МНФБ и газосепараторами (табл. 2). Так, во-первых, МНФБ 3-го типа обеспечивает стабильную работу УЭЦН при повышенном содержании газа на приеме до 70%, а с газосепаратором – до 90%.
Во-вторых, применение МНФБ позволяет эксплуатировать ЭЦН в левой части НРХ за счет диспергации газожидкостного потока и сжатия свободного попутного газа, обеспечивая заполнение объема насоса мелкодисперсным потоком жидкости. Последний, выходя из насоса, разделяется на фракции, при этом выделившийся в НКТ газ создает газлифтный эффект, что позволяет снизить требуемый напор насоса. Кроме того, исключена возможная «отдавка» динамического уровня, что случается при применении газосепаратора в скважинах с высоким газовым фактором при замерзании обратного клапана в устьевом оборудовании.

В процессе эксплуатации максимальное газосодержание на приеме УЭЦН с МНФБ и газосепаратором составило: для МНФБ первого типа – 50,4%; для МНФБ 3-го типа – 86,8%. Для обеспечения равнонадежности секций ЭЦН и МНФБ специалисты компании «Борец» рекомендуют использовать МНФБ с насосами пакетной сборки.
ГАЗОСЕПАРАТОР ВИХРЕВОЙ
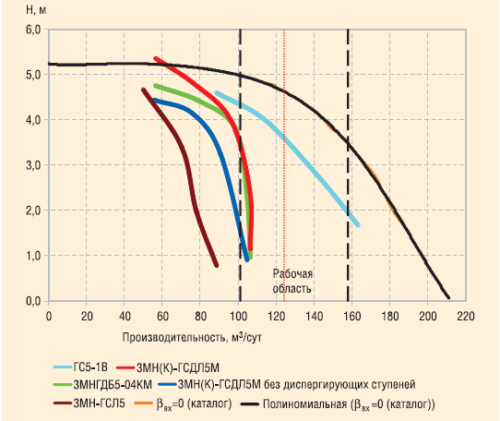
Газосепартор вихревой ГС5-1В, предназначенный для сепарации газа с использованием эффекта свободного вихря, конструктивно отличается от серийно выпускаемых газосепараторов отсутствием сепарационного барабана (рис. 25). Как показали испытания, использование ГС5-1В с насосом производительностью 125 м3/сут оказывает положитель-
ное влияние на НРХ УЭЦН при высоком газосодержании, тогда как газосепараторы других типов существенно «заваливают» ее (рис. 26).
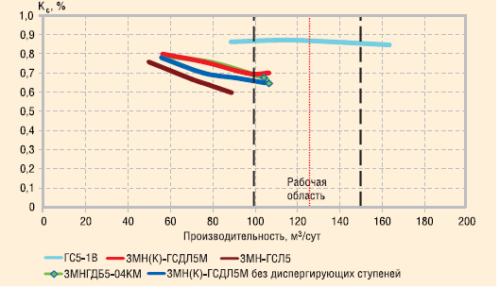
Испытания ГС5-1В проводились в сравнении с ротационным газосепаратором. В ходе испытаний при увеличении содержания свободного газа ЭЦН с ротационным газосепаратором «сорвал подачу» при достижении 45% объема свободного газа на приеме (табл. 3). ЭЦН с сепаратором вихревого типа «продержался» до 75%, что коррелирует с данными по коэффициентам газосепарации (рис. 27). Стабильная работа ЭЦН обеспечивается при содержании свободного газа на приеме насоса до 70%.

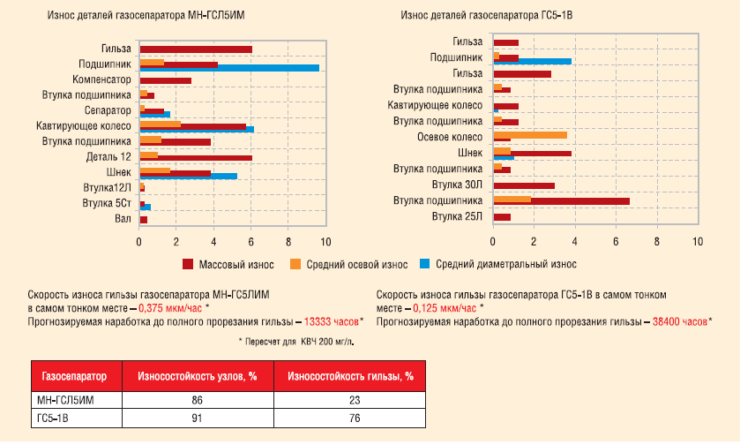
Кроме того, проведены сравнительные испытания износостойкости газосепараторов ротационного типа и ГС5-1В. Результаты инструментального контроля и разбора позволяют сделать вывод о том, что среди различных газосепараторов ротационного типа данного габарита вихревой газосепаратор ГС5-1В обладает повышенной износостойкостью и пригоден для внедрения в скважинах с высокой КВЧ (рис. 28).
После окончания испытаний партию из четырех ГС5-1В спустили в скважины для опытно-промысловых испытаний. По состоянию на 1 февраля 2011 года, текущие наработки двух установок составили 90 и 72 сутсоответственно. Одна установка была поднята с наработкой 87 сут для проведения ГТМ в скважине, другая – в связи с отказом ЭЦН («клин») по истечении четырех суток работы. После разбора и дефектации газосепараторы были признаны годными к дальнейшей эксплуатации, при этом количество свободного газа на приеме составляло от 43% до 49%.



Для отправки комментария вам необходимо авторизоваться.